Regulacja temperatury oleju prasy hydraulicznej w zakładzie produkcji papieru
Temperature control oil of a hydraulic press working at the unit made of paper
Autorzy przeanalizowali optymalne warunki pracy prasy hydraulicznej pracującej w zakładzie wytwórstwa papieru w oparciu o pomiary temperatury czynnika roboczego, jakim jest olej hydrauliczny. Wraz z wyliczeniami sformułowali wnioski.
Rys. redakcja EI
W zakładzie przetwórstwa
papieru często jako surowiec używane są odpady. Aby je przygotować do
powtórnego przetworzenia, należy je zmniejszyć i odpowiednio uformować. Do
tego celu używane są specjalne prasy hydrauliczne, które nazywamy belownicami.
Przykładem takiej maszyny jest belownica HSM VK-6015.
Zobacz także
AUTOMATION TECHNOLOGY Sp. z o.o. Automation Technology – nowy gracz na rynku

Automation Technology prężnie działa w obszarach energetyki, automatyki przemysłowej oraz robotyki.
Automation Technology prężnie działa w obszarach energetyki, automatyki przemysłowej oraz robotyki.
mgr inż. Dominik Trojnicz, dr hab. inż. Marcin Habrych, mgr inż. Justyna Herlender Wymagania stawiane automatyce zabezpieczeniowej i regulacyjnej inwerterów typu A
Obecny bardzo gwałtowny rozwój fotowoltaiki – nie tylko w Polsce, ale na całym terenie Unii Europejskiej (UE) – niesie za sobą dużo zalet, takich jak pozyskiwanie energii z praktycznie nieskończonej energii...
Obecny bardzo gwałtowny rozwój fotowoltaiki – nie tylko w Polsce, ale na całym terenie Unii Europejskiej (UE) – niesie za sobą dużo zalet, takich jak pozyskiwanie energii z praktycznie nieskończonej energii słonecznej oraz brak emisji szkodliwych gazów, co przyczynia się do redukcji emisji gazów cieplarnianych i zmniejszenia negatywnego wpływu na środowisko. Przyłączenie dużej liczby odnawialnych źródeł energii (OZE) nie pozostaje jednak bez wpływu na sieci elektroenergetyczne.
dr hab. inż. Marcin Habrych, mgr inż. Karol Świerczyński, dr inż. Bartosz Brusiłowicz Wymagania techniczne stawiane generacji rozproszonej w aspekcie elektroenergetycznej automatyki zabezpieczeniowej (część 2.)
Odpowiedzią na wymagania stawiane przez Kodeks Sieciowy jest opracowanie przez Polskie Towarzystwo Przesyłu i Rozdziału Energii Elektrycznej (PTPiREE) na zlecenie Polskich Sieci Elektroenergetycznych (PSE)...
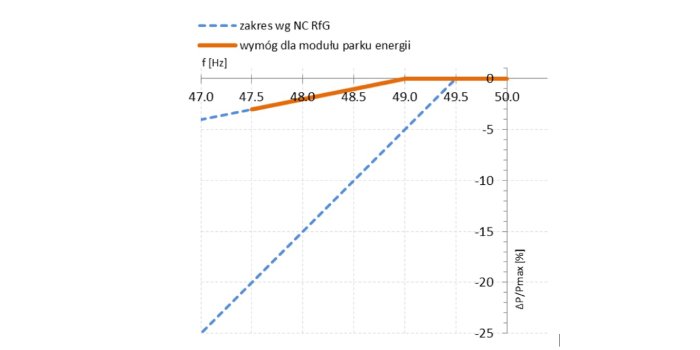
Odpowiedzią na wymagania stawiane przez Kodeks Sieciowy jest opracowanie przez Polskie Towarzystwo Przesyłu i Rozdziału Energii Elektrycznej (PTPiREE) na zlecenie Polskich Sieci Elektroenergetycznych (PSE) „Wymogów ogólnego stosowania wynikających z Rozporządzenia Komisji (UE) 2016/631 z dnia 14 kwietnia 2016 r., ustanawiającego Kodeks Sieci dotyczący wymogów w zakresie przyłączenia jednostek wytwórczych do sieci (NC RfG)” [4], opublikowanych w roku 2018.
Analiza pracy prasy hydraulicznej
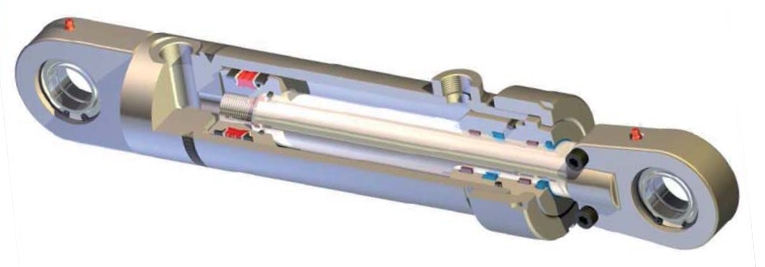
Główny napęd prasy stanowi silnik indukcyjny asynchroniczny o mocy 30 kW, który napędza pompę wielotłoczkową typu A010VSO140DFLR.
Pompa stanowi źródło oleju hydraulicznego do zasilania bloku hydrauliki. Poprzez odpowiednie sterowanie rozdzielaczy na bloku hydrauliki uzyskujemy sterowanie przepływem oleju hydraulicznego do elementów wykonawczych, między innymi do cylindra prasującego, który wykonuje główne zadanie prasowania usypu papierowego.
Wielkość produkowanych przez prasę belotek z odpadami papierowymi jest w granicach 720x720x600–1200 mm, przy teoretycznej gęstości usypowej masy 20 kg/m3. Z tego też względu zmieniać się będzie cykl załadowczy prasy, jak również cykl prasowania, który odgrywa najważniejszą rolę ze względu na procentowe wykorzystanie oleju hydraulicznego oraz jego nagrzewanie
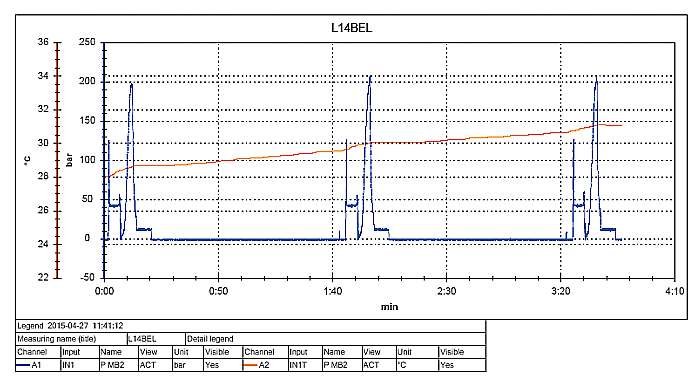
Na rys. 1. przedstawiono przykładowe przebiegi zmian ciśnienia i temperatury.
Zmiana liczby cykli w jednostce czasu oraz skład usypu mają wpływ na stan cieplny maszyny.
Zmiana temperatury oleju ma wpływ na jego lepkość, co przekłada się na jego pozostałe parametry, a w dalszej kolejności na żywotność takich elementów prasy jak elementy hydrauliczne (pompa wielotłoczkowa, rozdzielacze, siłowniki), elementy mechaniczne z tworzywa sztucznego oraz elementy elektryczne.
Najważniejszym elementem uczestniczącym w rozpraszaniu ciepła powstałego w wyniku pracy prasy belującej jest chłodnica wentylatorowa HYDAC z zespołem pompowym typu KFZP‑3÷4/3.0/P/90/40 (G1 1/4), która ma za zadanie rozproszenie jak największej ilości ciepła w jak najkrótszym czasie. Charakteryzuje się ona mocą rozpraszania o wartości 13 kW, podawanej w dokumentacji techniczno-rozruchowej prasy [1].
Częstość cykli pracy belownicy w głównej mierze zależy od prędkości napełniania usypem, a zależy to od wielkości produkowanych odpadów. Jednocześnie liczba cykli wykonywanych przez prasę jest zależna od wielkości usypu, a to wpływa bezpośrednio na zużycie energii elektrycznej i wydzielanie ciepła traconego podczas sprężania i prasowania, a więc również na nagrzewanie oleju.
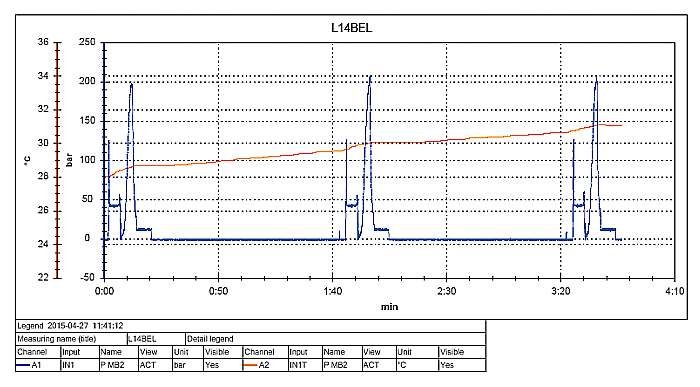
Rys. 1. Przebiegi zmian ciśnienia i temperatury oleju hydraulicznego podczas procesu prasowania; rys. T. Buźniak, T. Zarębski
W warunkach obciążenia temperatura oleju na prasie osiąga powyżej 65°C, co jest wartością ponadgraniczną, niedopuszczalną dla oleju mineralnego. Ma to związek z warunkami panującymi w otoczeniu jej pracy oraz wzrastającym obciążeniem i niewystarczającą wydajnością układu chłodzenia w pełnym zakresie temperatur pracy oleju hydraulicznego.
Z tego też względu, mając na uwadze bezpieczeństwo pracy i warunki zużycia elementów układu hydrauliki, należy stworzyć takie warunki pracy dla układu chłodzenia, aby był w stanie odebrać ciepło przed przekroczeniem temperatury granicznej.Kwestia bezpieczeństwa i bezawaryjności urządzenia leży właśnie w procesie utrzymania odpowiedniej temperatury oleju hydraulicznego, co ma silny związek z jego lepkością.
Dla zachowania odpowiedniego reżimu temperatur przy zmieniających się warunkach otoczenia oraz obciążenia pracy, istotne jest ciągłe analizowanie temperatury oleju oraz przewidywanie jej zmiany w czasie przy założonym obciążeniu chwilowym, które faktycznie występuje.
Założono stały okres analizy temperatury według charakterystyki nagrzewania, która tworzona będzie automatycznie w trakcie analizy obciążenia prasy, poprzez wzrost temperatury oleju.
Doświadczenia eksploatacyjne wskazują, że dobór chłodnicy nie jest właściwy do pełnego zakresu temperatur pracującego układu w określonych warunkach pracy.
Modernizacja układu chłodzenia
W pracującym układzie prasy belującej HSM VK-6015 zastosowano pomiar temperatury oleju w jednym punkcie.
W celu poprawy pracy układu chłodzenia należy wykonać modernizację układu pomiaru temperatury tak, aby uwzględniał również panujące na zewnątrz warunki otoczenia, w szerzej rozumianym aspekcie.
W celu optymalizacji sterowania procesem załączania układu chłodzenia należy więc dobrać odpowiedni człon regulacyjny, dzięki czemu będzie możliwe przewidywanie przyszłego przyrostu temperatury.
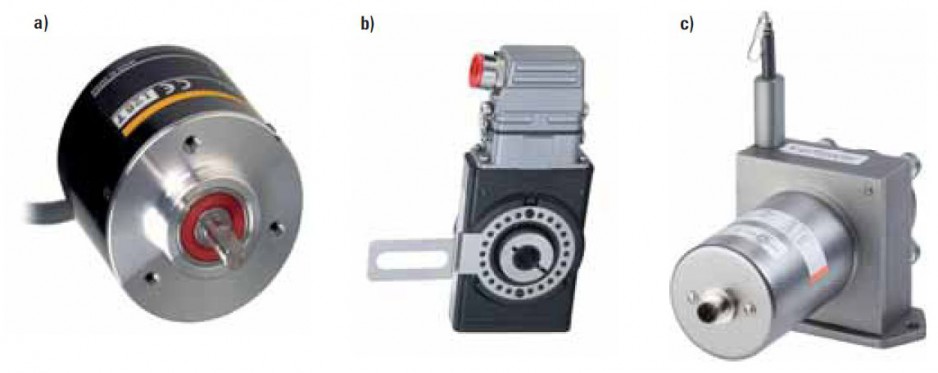
Ze względu na konieczność dokładnego opisu warunków nagrzewania i stygnięcia, konieczne jest pozyskanie największej liczby informacji o przebiegu procesu i możliwych występujących warunkach, w których proces ten będzie występował. Do tego celu przeznaczono:
- 2 czujniki temperatury, otoczenia i wylotu z chłodnicy typu KTY-83/120,
- pojedynczy czujnik temperatury i wilgotności otoczenia przy chłodnicy typu AM2302
- oraz czujnik temperatury oleju DS18S20.
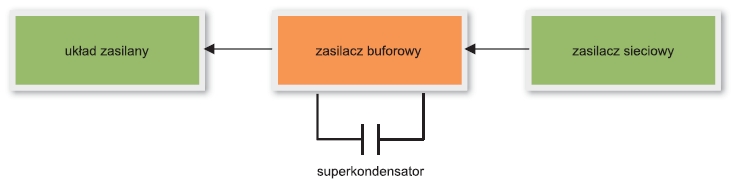
Dzięki prezentowanemu poniżej modelowi regulatora krokowego temperatury, którego głównym członem będzie bilans ciepła w układzie i pomiar sprawności układu chłodzenia, znane będą parametry układu chłodzenia, a proces regulacji będzie w pełni korygowany (rys. 2).
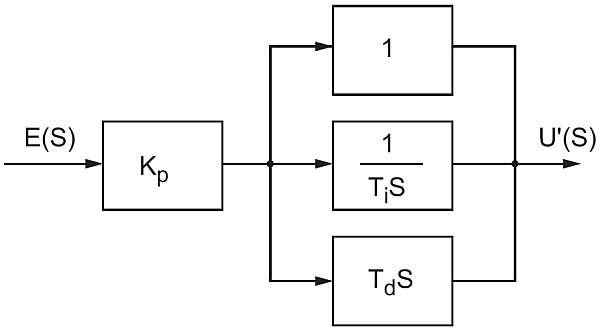
Rys. 2. Schemat regulatora PID [2]; rys. T. Buźniak, T. Zarębski
- Punktem startowym regulacji będzie temperatura ustalona początkowa, która spowoduje, że regulator zostanie pobudzony do analizy temperatury.
- Przyjęto, że do celów regulacji początkowa temperatura musi osiągnąć 10 stopni poniżej wartości nastawy.
- Kolejnym punktem pracy regulatora będzie punkt załączenia, zależny ściśle od punktu pracy układu prasy, określonego nastawami regulatora PID.
- Ostatnim punktem pracy regulatora będzie punkt temperatury maksymalnej, który będzie powodował, że kolejna charakterystyka dla analizowanych warunków będzie odpowiednio skorygowana. Korekta ta została zastosowana w trybie pracy automatycznej. Polega ona na obniżeniu temperatury załączenia układu, według skorygowanej nastawy PID, która zmienia charakterystykę zmian temperatury. Pomiar wilgotności będzie się odbywał w pobliżu chłodnicy, która pracuje z nawiewem wymuszonym.
Konstrukcja układu pomiaru temperatury powinna pozwolić na oszacowanie na podstawie zawartości oleju w układzie, ilości ciepła, które powinno zostać rozproszone, a jednocześnie wspomóc określenie sprawności maszyny, co ma odniesienie również do jej faktycznego stanu technicznego i ewentualnego przewidywanego przeglądu serwisowego.
Oczywista jest w przypadku kontroli temperatury ciągła weryfikacja bilansu ciepła w układzie, tak aby warunki jego rozproszenia za pomocą układu chłodzenia pozwoliły na odprowadzenie zgromadzonego ciepła, widocznego po szybkości wzrostu temperatury. Dlatego też w momencie, w którym wystąpi niekorzystny stan warunków zewnętrznych, regulator załączy układ chłodzenia w celu odprowadzenia nadmiaru ciepła.
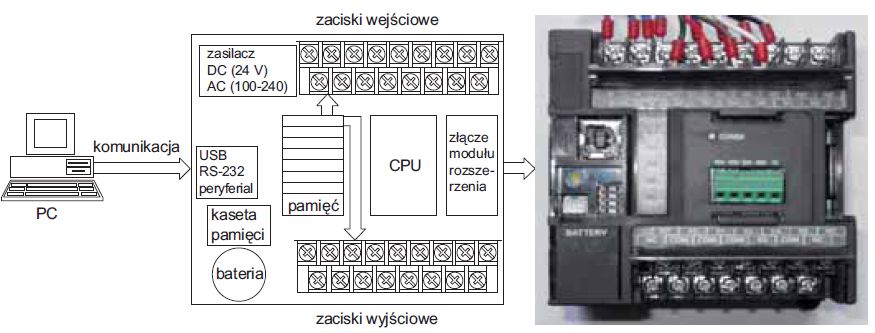
Propozycja układu realizującego autonomiczną procedurę analizy temperatury załączenia układu w celu ograniczenia temperatury maksymalnej oleju oparta została na mikrokontrolerze ATMEGA 644, w którym do pomiaru temperatury zostaną użyte wejścia przetwornika ADC, które będą zasilane sygnałem z czujników temperatury PTC typu KTY-83/120.
Regulator PID działa jako regulator ciągły, który mierzy wartość regulowaną z wartością zadaną i ciągle pomniejsza uchyb pomiędzy tymi wartościami.
W projektowanym układzie regulacji dwupołożeniowej istotną rolę ma tak zwany czas zdwojenia, który zawarty jest w działaniu członu integrującego. Czas zdwojenia definiowany jest przez osiągnięcie przez sygnał wyjściowy wartości równej podwojonej wartości sygnału wejściowego.
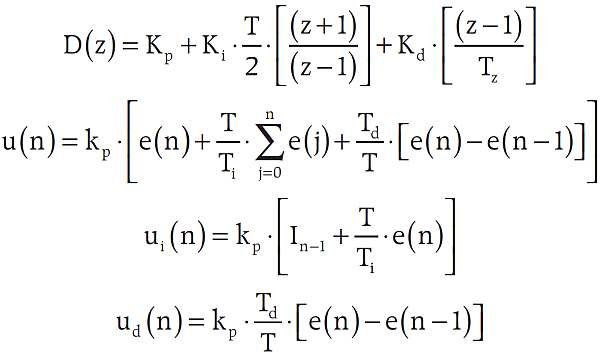
Do realizacji rzeczywistego układu konieczna jest postać dyskretna regulatora PID, który oparty jest na skończonych wartościach rzeczywistych zmierzonych przez czujniki. Opis dyskretny regulatora PID w wersji podstawowej prezentują poniższe zależności:

W celu opisu programowego zastosowano uproszczenie do postaci z uwzględnieniem modyfikowanego dodatkowego członu całkującego:

Projektowany regulator PID ma dwa cykle pracy:
- manualny, ustawiany przez operatora,
- oraz automatyczny, wyliczany z stałej nagrzewania i stygnięcia obiektu.
Wyliczenia inercji będą służyć tylko do pokazania przybliżonego czasu ustalania dla określonych warunków które są zmienne (temperatura otoczenia, wilgotność) oraz zostaną zaimplementowane do trybu automatycznego. Będzie to miało znaczenie w przypadku, gdyby urządzenie było podłączone przez RS-232 z komputerem, który analizowałby tego typu dane.
Elementem dodatkowym stosowanym w układzie regulacji PID jest dodatkowy człon całkujący, który powoduje modyfikacje modułu PID do osiągnięcia pożądanych oscylacji o znanym okresie oscylacji wymuszonym zmianami temperatury medium.
Proces wytwarzania oscylacji ma na celu przekształcenie układu PID w regulator dwustanowy, z którego dodatnia połówka oscylacji będzie użyta do załączenia układu chłodzenia na określony czas trwania, tak aby wywołać założony spadek temperatury w ustalonej granicy uchybu regulacji.
Aby cały proces przebiegał zgodnie z założeniami, dodatkowo wprowadzono możliwość ustawienia przeregulowania układu regulatora oraz ustawiono maksymalną wartość błędu regulacji wprowadzanego sztucznie przez dodatkowy człon całkujący na poziomie regulowanym stałą wartością.
Domyślnie w układzie występuje wartość R (rest), która ma za zadanie wprowadzenie różnicy na progu wyłączenia od wartości zadanej. Zabezpiecza to przebieg procesu regulacyjnego, tak aby wartość wprowadzanego błędu nie przekroczyła oczekiwanej, powodując błędną pracę układu regulatora.
Poniżej przedstawiono równanie opisujące proces regulacji PID po zastosowaniu dodatkowego członu całkującego dla wartości uzyskiwanego uchybu:

co daje transmitancję układu o następującym kształcie:

Projektowany regulator PID doskonale pasuje charakterystyką do sterowania pracą silnika pompy układu chłodzenia w układach o dużej stałej czasowej, czyli takiej jak przedmiotowy zbiornik oleju.
Regulator ten wspomaga automatyczny algorytm zmiany stałej czasowej, dzięki czemu proces będzie przebiega w cyklu nadążnym (wyszukiwaniu optymalnego punktu załączenia poprzez analizę przyrostów).
Aby proces regulacji został właściwie przeprowadzony, układ powinien posiadać odpowiednie nastawy w pętli sterowania, co zapewnia w razie braku informacji o obiekcie tryb automatyczny.
Analizując obecny stan pracy układu chłodzenia i trudności z uzyskaniem właściwej temperatury założonej stwierdzono, że praca układu nie może polegać tylko na regulacji dwustanowej, która sprawdza się przy dopasowaniu układu chłodzenia do układu hydrauliki.
W przypadku gdy jest zmienne obciążenie, przekraczające zdolności układu chłodzenia, należy zastosować wielopunktowy cykl pracy układu chłodzenia, polegający na czasowym załączeniu układu chłodzenia w celu uzyskania niewielkiego pomiarowego spadku temperatury.
Do celów projektowych ustalono spadek o wartości 3°C, tak aby można było obliczyć w programie przewidywaną dla danych warunków stałą czasową chłodzenia oleju. Postępowanie takie powoduje, że regulator oprócz stałych regulacyjnych posiada człon nadążny, który koryguje zmiany dynamiki nagrzewania obiektu i wspomaga proces zregulowania do ustalonej temperatury.
Podczas pomiaru spadku temperatury można obliczyć również ilość ciepła, jakie zostało rozproszone, przyjmując wartości temperatury i wilgotności otoczenia do obliczeń mocy chłodniczej chłodnicy, a sumarycznie do przybliżonego rozrachunku emitowanego ciepła. Aby to osiągnąć, konieczne było zastosowanie obliczania stosunku ciepła zmagazynowanego w układzie do ciepła, które zostaje rozproszone w założonej jednostce czasu.
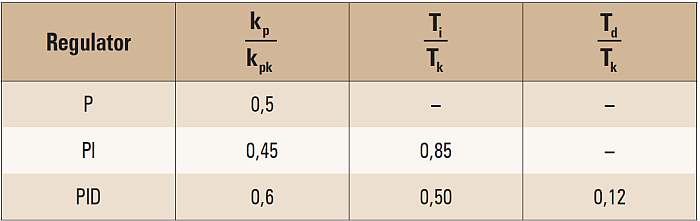
Poprzez obserwację układu ustalono, że zmiany temperaturowe procesu nagrzewania mogą być analizowane 3-minutowym czasem próbkowania. Porządkując proces doboru nastaw regulatora w członie PID zaproponowano ustawienie ich za pomocą metody Zieglera-Nicholsa (tab.).
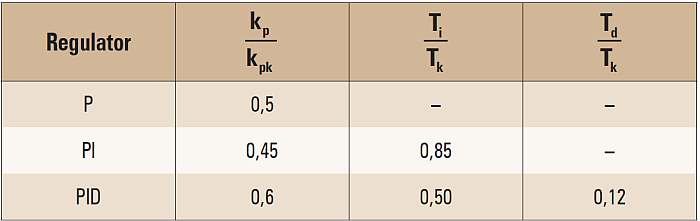
Tab. 1. Nastawy Zieglera–Nicholsa
W związku z tym, że regulacja temperatury oleju w układzie powinna być w granicy 40–50°C, więc proces pomiarowy zaczyna się w momencie 10°C, poniżej zalecanego progu nastaw, czyli przy 40°C. Aby nie ograniczać możliwości regulacyjnych, wartość tę programowo będzie można zmieniać tak, aby przedział regulacji mógł być zachowany dla innych nastawialnych temperatur.
Ponieważ do układu kontrolera jest konieczna postać dyskretna PID, więc postać wszystkich parametrów musi być dyskretna. W celu uzyskania prawidłowych parametrów PID należy zastosować następujący algorytm:
- Ustawić wartość członu integrującego do wartości maksymalnej.
- Ustawić wartość członu różniczkującego do wartości minimalnej.
- Powoli zwiększać wzmocnienie, tak aby uzyskać oscylacje wokół wartości nastawionej i jednocześnie wpisać wartość wzmocnienia jako krytyczne.
- Zmierzyć czas występowania oscylacji, a następnie przejść do nastaw zalecanych przez Zieglera–Nicholsa, czyli człon proporcjonalny z mnożnikiem 0,6 wartości wzmocnienia krytycznego, dla członu integrującego mnożnik 0,5 wartości częstotliwości oscylacji i dla członu różniczkowego wartość mnożnika 0,12 wartości częstotliwości oscylacji.
Wnioski
W cyklu przeprowadzonych analiz temperatury pracy stwierdzono, że górną i obserwowalną temperaturą do regulacji jest 50°C, co w sposób jednoznaczny neguje dotychczasowe nastawy ustawione przez producenta na poziomie 55°C.
Projektowany regulator na bazie własnych analiz i testów potwierdził zakładane działanie w cyklu regulacyjnym oraz spełnił warunki narzucane testami stabilności. Wartość mocy chłodniczej silnie zależy od wilgotności, dlatego też pomocnym okazał się pomiar wilgotności, który uczestniczy w kreowaniu wartości uchybu i jednocześnie wpływa na punkt załączenia układu chłodzenia.
Literatura
- Dokumentacja techniczno-rozruchowa belownicy HSM 6.652.999.110-P02132-Wydanie 09/2007.
- Findeisen W. Poradnik inżyniera automatyka, WNT, Warszawa 1969
- Buźniak T. Analiza pracy prasy hydraulicznej w zakładzie produkcji papieru. Praca dyplomowa magisterska, Szczecin 2015.
![Rys. 2. Schemat regulatora PID [2]](https://www.elektro.info.pl/media/cache/typical_view/data/201905/regulacja-temperatury-oleju-rys2.jpg)