Stykowe metody pomiaru temperatury
Materiały stosowane na izolacje czujników temperaturowych
Jednym z bardziej popularnych pomiarów w sektorze przemysłowym jest pomiar temperatury, począwszy od pomiaru temperatury otoczenia, a skończywszy na bardzo precyzyjnych i dokładnych pomiarach w procesach produkcji, badań lub kontroli jakości.
Zobacz także
mgr inż. Roman Domański, mgr inż. Michał Osiecki Metoda techniczna pomiaru rezystancji uziemienia

Na temat pomiarów rezystancji uziemienia napisano już wiele referatów, artykułów i innych publikacji, które w mniej lub bardziej przystępny sposób wyjaśniają tryb postępowania w trakcie badań uziemień....
Na temat pomiarów rezystancji uziemienia napisano już wiele referatów, artykułów i innych publikacji, które w mniej lub bardziej przystępny sposób wyjaśniają tryb postępowania w trakcie badań uziemień. W praktyce, niestety, powszechnie powiela się błędy i stosuje zasady, które w efekcie skutkują uzyskaniem błędnych wyników. Największą trudnością w prawidłowym przygotowaniu układu pomiarowego do badań, jest poprawne rozmieszczenie sond pomocniczych. Dlatego zrozumienie zasad rządzących zastosowaniem...
mgr inż. Grzegorz Loska Zmiany wartości pomiarowej impedancji pętli zwarcia w rzeczywistych niskonapięciowych sieciach IT
Przy pomiarach impedancji pętli zwarcia w przemysłowych, niskonapięciowych sieciach IT występuje wiele czynników wpływających na dokładność pomiarów. Wartości wyznaczonych pomiarowo impedancji pętli zwarcia...
Przy pomiarach impedancji pętli zwarcia w przemysłowych, niskonapięciowych sieciach IT występuje wiele czynników wpływających na dokładność pomiarów. Wartości wyznaczonych pomiarowo impedancji pętli zwarcia są często znacząco różne od wartości otrzymanych na podstawie obliczeń. Mają na to wpływ czynniki związane z zastosowaną metodą pomiarową (sposób uziemienia na czas pomiarów punktu neutralnego transformatora zasilającego), a także konfiguracja samej sieci IT, w której wykonujemy pomiary, oraz...
dr inż. Andrzej Książkiewicz - Astat Sp. z o.o. Wykorzystanie stacjonarnych analizatorów jakości energii PQI-DA Smart do raportowania stanu sieci elektroenergetycznej
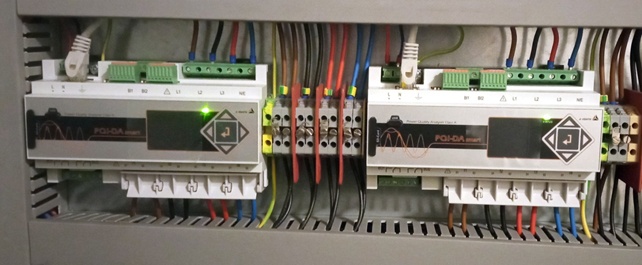
Zapewnienie właściwej jakości energii elektrycznej, w tym brak przerw w dostawie energii oraz opłat za ponadumowny pobór energii elektrycznej, należą do zadań służb energetycznych w zakładzie przemysłowym....
Zapewnienie właściwej jakości energii elektrycznej, w tym brak przerw w dostawie energii oraz opłat za ponadumowny pobór energii elektrycznej, należą do zadań służb energetycznych w zakładzie przemysłowym. Aby móc wypełnić wskazane zadania, niezbędne są rzetelne dane o parametrach jakości energii elektrycznej. W tym celu można stosować stacjonarne analizatory jakości energii elektrycznej firmy A-Eberle typu PQI-DA Smart.
Pomiar temperatury wymaga wielkości wzorcowej – punktów stałych o dobrej powtarzalności – czyli potrzebna jest skala empiryczna. Druga zasada termodynamiki umożliwia zdefiniowanie temperatury empirycznej niezależnie od ciała wzorcowego – zdefiniowanie temperatury bezwzględnej. Pomiar temperatury bezwzględnej jest jednak praktycznie niemożliwy, dlatego wprowadzono Międzynarodową Skalę Temperatur (MST), stanowiącą najlepsze przybliżenie temperatury bezwzględnej przy dzisiejszym stanie wiedzy i możliwościach technicznych. Aktualnie obowiązująca skala MST-90, przyjęta przez Międzynarodową Konferencję Miar w 1989 roku, zaczęła obowiązywać od 1990 roku (w Polsce od 1.01.1997 r.) [7].
|
W artykule:
|
|
Streszczenie W artykule przedstawiono czynniki konstrukcyjne i eksploatacyjne wpływające na dokładność pomiaru temperatury metodami dotykowymi. Dokonano przeglądu czujników pomiarowych i ich właściwości metrologicznych. Opisano typy połączeń czujników z miernikami temperatury. Uwzględniono również wpływ wyznaczenia charakterystyki odwrotnej termoelementów na niepewność pomiaru temperatury. |
|
Abstract Contact methods of temperature measurement This article presents the design and operational factors influencing the accuracy of temperature measurement using tactile methods. The measurement sensors and their metrological properties were reviewed. The types of connections between sensors and temperature meters are described. The influence of determining the inverse characteristics of thermocouples on the uncertainty of temperature measurement was also taken into account. |
Czynniki wpływające na dokładność pomiaru temperatury
Metoda pomiaru temperatury (wybór rodzaju czujnika i miernika temperatury) powinna zostać dobrana do wymaganej niepewności pomiaru, jaką chcemy uzyskać, uwzględniając możliwości techniczne toru pomiarowego, wymagania norm produkcyjnych, jak i posiadane środki finansowe. Dobór rodzaju czujnika, miernika temperatury lub systemu pomiarowego na podstawie kryteriów technicznych powinien uwzględniać dokładność, stałą czasową, izolację i sposób podłączenia czujnika pomiarowego. Pomiar może być dokonany w sposób stykowy (w punkcie: powierzchniowo lub zanurzeniowo: w objętości) lub zdalnie (bezstykowo). W przypadku pomiaru temperatury dokonanego stykowo – poprzez zanurzenie czujnika w medium mierzonym (powietrzu, cieczy lub ciele stałym) mamy do dyspozycji wiele rodzajów czujników. Pomiaru zdalnego dokonuje się za pomocą pirometru lub kamery termowizyjnej.

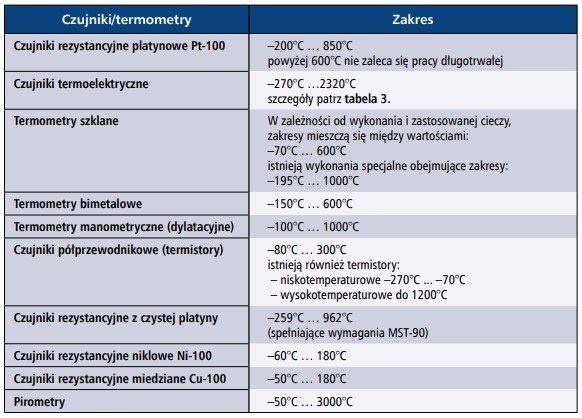
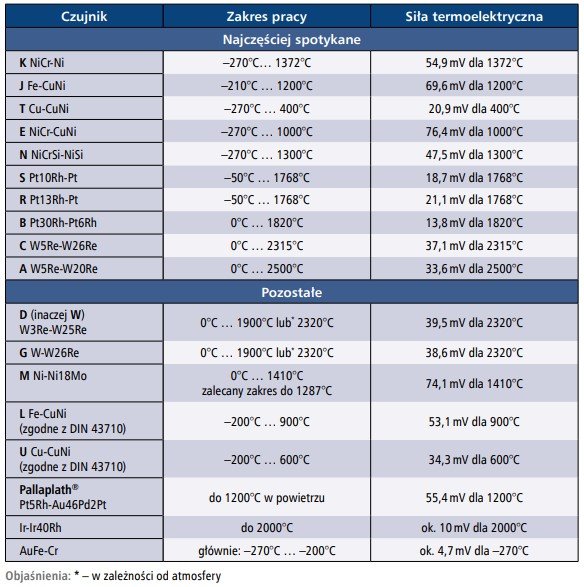
Tab. 1. Typowe zakresy pracy czujników temperatury/termometrów
Do najistotniejszych właściwości termometru (czujnik wraz z miernikiem), które należy uwzględnić przy zakupie należą:
- zakres pracy czujnika i jego dokładność. Typowe zakresy pracy czujników do pomiaru temperatury przedstawiono w tabeli 1. Praca poza zakresem może spowodować nie tylko drastyczny spadek dokładności, ale również nieodwracalne uszkodzenie czujnika,
- największy dopuszczalny błąd pomiaru. Niepewność pomiaru określająca jego dokładność może wynosić więcej niż ostatnią cyfrę, np. 0,1°C nawet dla przyrządu o rozdzielczości wyświetlacza 0,001°C. Pomiar z końcową niepewnością pomiaru lepszą niż 0,01°C w warunkach przemysłowych jest praktycznie niemożliwy do wykonania. Nawet jeżeli sam przyrząd pozwalałby na dokonanie pomiaru z taką niepewnością, inne czynniki wpływające na dokładność pomiaru znacznie pogorszą niepewność otrzymanego wyniku,
- rozdzielczość miernika temperatury, to nie zawsze liczba wyświetlanych cyfr po przecinku. Produkowane są również przyrządy z rozdzielczością np.: 0,03 (ostatnia cyfra na wyświetlaczu to 0 lub 3 i 9) lub 0,2 (ostatnia cyfra 0, 2, 4, 6, 8),
- stała czasowa czujnika – w przypadku pomiarów temperatury stałe czasowe mogą zawierać się w przedziale od milisekund do dziesiątek minut i na ich wielkość największy wpływ ma konstrukcja czujnika – głównie sposób przewodzenia ciepła przez obudowę określający jego wymianę z otoczeniem. Często spotykanym błędem jest jednoczesne stosowanie czujników o różnych stałych czasowych, co może prowadzić do odczytu temperatury mierzonej przez czujnik o większej stałej czasowej w stanie nieustalonym. Doboru stałej czasowej czujnika, należy dokonać tak, aby zapewnić satysfakcjonującą nas możliwość obserwacji dynamiki procesu,
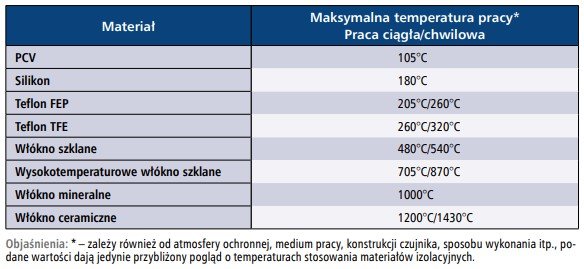
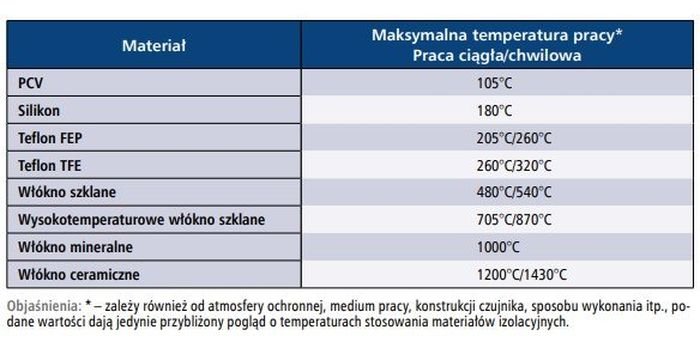
- izolacja przewodu łączącego czujnik i miernik temperatury (wyświetlacz). Izolację czujnika należy dobrać tak, aby nie uległa ona zniszczeniu podczas pracy lub aby jej ewentualne zmiany w czasie pomiaru nie miały wpływu na wynik pomiaru. Materiały izolacyjne podlegają zużyciu eksploatacyjnemu przy pracy w wysokich temperaturach, im temperatura pracy wyższa, tym większy jej wpływ na izolację. Przy pracy w niskich temperaturach również może nastąpić uszkodzenie izolacji, spowodowane np. zmianą struktury materiału pod wpływem obniżenia temperatury. Szoki termiczne przyspieszają starzenie zarówno czujników i ich materiałów izolacyjnych. Wytrzymałość termiczną najczęściej stosowanych materiałów izolacyjnych zestawiono w tabeli 2.,
- wielkość części aktywnej czujnika rezystancyjnego. Mierzy on temperaturę uśrednioną elementu rezystancyjnego. Jeżeli pomiar ma zostać dokonany punktowo, należy stosować jak najmniejsze czujniki lub zastosować czujnik termoelektryczny,
- sposób połączenia czujnika z miernikiem temperatury. Istotny dla czujników rezystancyjnych (połączenie linią dwu-, trzy – lub czteroprzewodową) i termoelektrycznych (przewody kompensacyjne, spoina odniesienia).

Tab. 2. Materiały stosowane na izolacje czujników temperaturowych
Charakterystyka przyrządów
Platynowe czujniki termometrów rezystancyjnych [6], w tym najczęściej stosowane typu Pt-100 (mają rezystancję 100 Ω w 0°C), należą do najdokładniejszych przyrządów do pomiaru temperatury. Dla rezystorów znormalizowanych, np. w klasie AA odchyłki graniczne wynoszą od 0,10°C (dla 0°C) do 0,355°C (dla 150°C (0,10 + 0,0017 · |t|). Charakteryzują się dobrą liniowością i stałością parametrów w czasie, szczególnie po dłuższym okresie użytkowania (jeśli są odpowiednio wystarzone). Nie należy przekraczać zakresu pracy czujnika. Otrzymując świadectwo wzorcowania czujnika należy zwrócić uwagę, dla jakiego prądu pomiarowego podano rezystancję czujnika, na ogół jest to 1 mA (typowy prąd stosowany w miernikach do pomiaru rezystancji czujnika Pt-100), ale zdarza się, iż jest to wartość przeliczona dla 0 mA w celu eliminacji efektu samopodgrzewania. Dla dokładności wymaganej w pomiarach przemysłowych nie ma to znaczenia, jednak dla prac wykonywanych w laboratoriach może być istotne. Spotyka się również czujniki Pt-10, Pt-25, Pt-200, Pt-500 i Pt-1000. Na ogół czujniki o mniejszych wartościach rezystancji mają lepsze parametry metrologiczne.
Charakterystyka i właściwości czujników Pt-100 zostały szczegółowo opisane w normie [6]. Norma podaje stabelaryzowaną postać zależności pomiędzy temperaturą, a wynikającą z niej rezystancją dla czujników Pt-100 (R0 = 100 Ω). Należy zrównać uwagę, że dla dokładnych pomiarów nie można przyjąć czułości Ω/°C jednakowej w całym zakresie temperatury, np.:
- czułość w zakresie temperatury (1÷2)°C wynosi 0,39 Ω/°C
R(1°C) = 100,39 Ω; R(2°C) = 100,78 Ω - czułość w zakresie temperatury (205÷206)°C wynosi 0,37 Ω/°C
R(205°C) = 177,69 Ω; R(206°C) = 178,06 Ω.
W normie przedstawiono również zależności rezystancji od temperatury dla dwóch zakresów, która w zakresie od −200°C do 0 °C ma postać:
![]()
a w zakresie 0°C do 850°C:
![]()
gdzie współczynniki wynoszą odpowiednio:
- R0 = 100,000 Ω,
- A = 3,908 · 10–3 C–1,
- B = –5,775 · 10–7 C–2,
- C = –4,183 · 10–12 C–4.
Dla bardzo dokładnych pomiarów temperatury zaleca się korzystanie z indywidualnych charakterystyk zastosowanych czujników. Współczynniki te otrzymuje się w procesie wzorcowania.
Początkowo przedstawione powyżej równania dla rezystorów platynowych były zapisywane w innej, mniej przejrzystej, ale równoważnej formie, dziś już rzadko stosowanej,
dla temperatur poniżej 0°C:
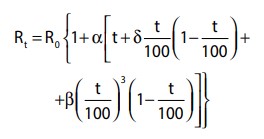
a dla temperatur powyżej 0°C w postaci:
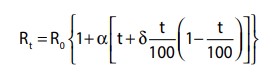
Zależności pomiędzy współczynnikami A, B i C oraz α, β i δ pozwalają na ich przeliczanie:

lub:
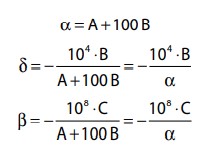
Wartościom R0, A, B i C przedstawionym powyżej odpowiadają:
- α = 3,85 · 10–3 °C-1,
- δ = 1,500 °C,
- β = 0,1086.
Czujniki termorezystancyjne z metali nieszlachetnych, np. niklowe lub miedziane, ze względu na masową produkcję czujników Pt-100 są obecnie rzadko używane. Odchyłki graniczne wynoszą dla Ni-100 od 0,3°C do 1,7°C, a dla Cu-100 0,3°C do 0,9°C.
Czujniki termistorowe i półprzewodnikowe są na ogół przeznaczone do współpracy z elektronicznymi miernikami temperatury. Charakteryzują się często dużą nieliniowością, która jest korygowana przez układ elektroniczny lub numerycznie, i niezbyt dobrą stabilnością w czasie. Dokładność takich termometrów zależy od zakresu pomiarowego, na ogół nie jest lepsza niż 1°C. Termistory wytwarzane są najczęściej metodą spiekania w wysokiej temperaturze mieszanin tlenków różnych pierwiastków, takich jak: miedź, mangan, żelazo, aluminium, nikiel, kobalt, cynk i innych często z tlenkami lub solami pierwiastków lekkich. Można wyróżnić trzy zasadnicze grupy: NTC (negative temperature coefficient) o ujemnym temperaturowym współczynniku zmian rezystancji, PTC (positive temperature coefficient) o dodatnim temperaturowym współczynniku zmian rezystancji oraz CTR (critical temperature resistor) o skoku rezystancji.

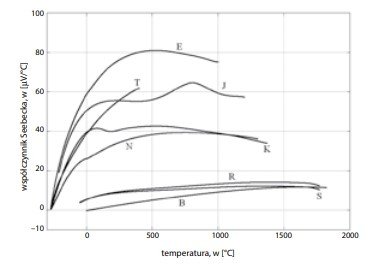
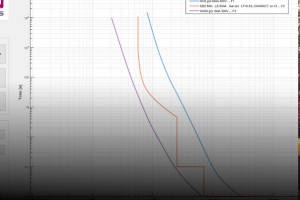
Rys. 1. Zależność współczynników Seebecka od temperatury dla termoelementów spełniających wymagania normy [4] (opracowanie własne)

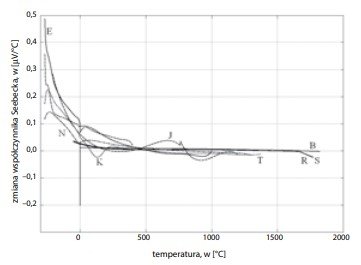
Rys. 2. Zmiana współczynników Seebecka w zależności od temperatury dla termoelementów spełniających wymagania normy [4] (opracowanie własne)

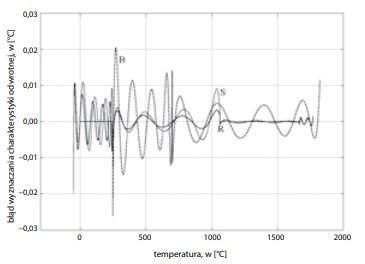
Rys. 3. Błąd określenia charakterystyki odwrotnej dla termoelementów z metali szlachetnych (opracowanie własne)

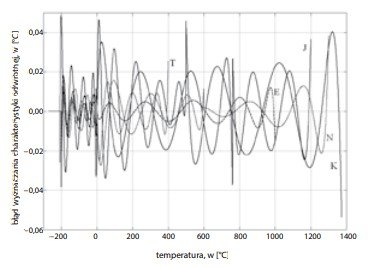
Rys. 4. Błąd określenia charakterystyki odwrotnej dla termoelementów z metali nieszlachetnych (opracowanie własne)
Czujniki termoelektryczne, w tym zdefiniowane w normie [4] w zależności od użytych metali do budowy czujnika, mierzą temperatury w przedziale podanym w tabeli 1. Należą obok termorezystorów do najczęściej stosowanych czujników do pomiaru temperatury, ich zakres stosowania przedstawiono w tabeli 3. Czułość termoelementów (współczynnik Seebecka) jest zależna od mierzonej temperatury i nie przekracza 80 µV/°C (rys. 1.). Termoelementy produkowane są w 1., 2. i 3. klasie dokładności (typ B – tylko klasy 2. i 3, typ A i C – tylko klasa 2), błędy dopuszczalne dla najdokładniejszej klasy 1. wynoszą od ±0,5°C do 0,4% wartości.
W przypadku pracy przy zmiennej głębokości zanurzenia czujnika należy pamiętać, iż poddanie termoelementu działaniu gradientu temperatury powoduje jego zmianę parametrów metrologicznych, w tym pogorszenie liniowości charakterystyki. Jest to istotny parametr, który należy uwzględnić w ogólnym procesie szacowania niepewności pomiaru. Czujniki termoelektryczne dokonują pomiaru temperatury punktowo w miejscu spoiny drutów termoelementów; chyba że są umieszczone w dodatkowej obudowie, która ze względu na swoją bezwładność cieplną będzie uśredniała wartość temperatury z danego obszaru.

Tab. 3. Zakresy pracy najczęściej spotykanych czujników termoelektrycznych
Charakterystyki termoelementów. Zależność siły termoelektrycznej od temperatury może być opisywana równaniami o różnej postaci. Najczęściej spotykaną postacią są wielomiany. Norma [4] podaje wartości siły termoelektrycznej E w zależności od temperatury t dla ośmiu najczęściej stosowanych typów termoelementów (porównaj tabela 3.). Wartości zawarte w normie zostały wyznaczone na podstawie równań postaci:
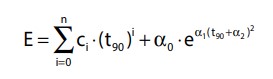
(przy czym współczynniki αi ≠ 0, (i = 0, 1, 2) tylko dla termoelementu typu K w zakresie temperatur powyżej 0°C); gdzie:
ci – kilka do kilkunastu współczynników zależnych od rodzaju termoelementu i przedziału temperatury,
t90 – temperatura [°C] według skali MST-90.
Współczynniki Seebecka (przedstawione na rysunku 1.) definiuje się jako nachylenie charakterystyki w danym punkcie i dla znormalizowanych według [4] termoelementów określa się wzorem:
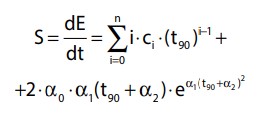
a zmianę współczynnika Seebecka (rys. 2.) jako:
W zmienności drugiej pochodnej można zauważyć również granice przedziałów aproksymacji wielomianami, szczególnie dobrze widoczne dla termoelementu typu N (rys. 2.).
Ze względu na złożoność wzorów wyznacza się odwrotną charakterystykę termoelektryczną – pozwalającą obliczyć temperaturę odpowiadającą danej sile termoelektrycznej E [mV]. Dla termoelementów znormalizowanych według [4] przybiera ona postać wzorów wielomianowych:
przy czym występujące we wzorze współczynniki ki są inne i w ogólności w innej liczbie niż ci we wzorach, a sam wzór z definicji stanowi tylko przybliżenie odwrotności wzoru definicyjnego. Dla kilku termoelementów nie zdefiniowano charakterystyk odwrotnych dla niskich temperatur. Norma podając wzory i przedziały ich stosowalności podaje również maksymalne błędy wynikające z ich zastosowania w danym przedziale. Zależność błędu wyznaczenia temperatury na podstawie znormalizowanych charakterystyk odwrotnych przedstawiono dla termoelementów wykonanych z metali szlachetnych na rysunku 3., a nieszlachetnych na rysunku 4. Dlatego w przypadkach dokładnych pomiarów, szczególnie dla termoelementów z metali nieszlachetnych, dla których przebieg zależności S(t) jest silnie nieliniowy (patrz rys. 1.) – należy obliczać siłę termoelektryczną za pomocą iteracji równań podstawowych. W przypadku termoelementów, dla których nie określono charakterystyki odwrotnej jest to jedyna możliwość.
Termometry szklane cieczowe mimo prostoty swojej konstrukcji, jeżeli są wykonane poprawnie, mogą należeć do bardzo dokładnych przyrządów do pomiaru temperatury, a ich dokładność i stabilność może być porównywana z platynowymi czujnikami rezystancyjnymi. Termometry rtęciowe i rtęciowo-galowe są stabilniejsze od termometrów z cieczami organicznymi. Ich liniowość zależy w dużym stopniu od mechanicznego wykonania kapilary i rzadko zmienia się dla danego punktu pomiarowego w czasie w sposób losowy, ale może nie być funkcją monotoniczną. Jednak sposób odczytu oraz problemy z utylizacją (rtęć) po uszkodzeniu powoduje, że ich eksploatacja jest niewygodna i zostają sukcesywnie wypierane z rynku.
Termometry szklane pracują w zanurzeniu zupełnym, całkowitym i częściowym. Jeżeli podczas dokonywania pomiarów głębokość zanurzenia jest inna niż określona przez producenta, to do wskazań termometru należy dodać poprawkę na wystający słupek cieczy termometrycznej.
Poprawkę Kf oblicza się ze wzoru:
gdzie:
γ – współczynnik pozornej rozszerzalności cieczy termometrycznej w szkle: dla termometrów z cieczą niezwilżającą w temperaturze do 400°C 1/6000, dla termometrów z cieczą zwilżającą 1/800,
n – liczba stopni Celsjusza odpowiadająca długości wystającego słupka cieczy,
ts – temperatura pomiaru w [°C] dla termometrów na zanurzenie całkowite lub temperatura nominalna wystającego słupka cieczy podana przez producenta dla termometrów na zanurzenie częściowe,
t’ – średnia temperatura wystającego słupka cieczy w [°C], którą trzeba zmierzyć podczas stosowania termometru (np. za pomocą termometrów pomocniczych).
Uwzględniając powyższe uwagi widać, że ważnym elementem jest prawidłowe dobranie termometru szklanego do zastosowania. Odstępstwo od parametrów nominalnych podanych przez producenta powoduje konieczność uwzględniania dodatkowych korekt wyniku, co wpływa na dokładność wykonywanych pomiarów i jest bardzo pracochłonne.
Kolejnym ważnym elementem jest przechowywanie tych termometrów – pozycja pionowa, jak również monitorowanie stanu technicznego nich (stan ciągłości słupka cieczy termometrycznej, czystość kapilary i naczynia ekspansyjnego, czy nie pozostały w nim resztki cieczy termometrycznej).
Termometry szklane produkuje się jako rurkowe (kapilara w oddzielnej rurce przymocowana do podzielni w zewnętrznej cienkościennej szklanej obudowie) i pałeczkowe (rurka z grubego szkła z naniesioną podzielnią). Zastąpienie rtęci innymi cieczami w obecnych termometrach szklanych spowodowało pogorszenie ich właściwości co również ma wpływ na wypieranie ich z rynku.
Termometry manometryczne i bimetalowe stosuje się obecnie głównie tylko jako przyrządy służące do określenia poziomu utrzymywanej temperatury.
Pirometry i kamery termowizyjne stosuje się do pomiaru zdalnego temperatury. Więcej na ten temat można znaleźć np. w artykule autorów w „elektro.info” 10/2020 [2].
Mierniki (wskaźniki), regulatory, rejestratory temperatury są przyrządami do pomiaru wielkości elektrycznych wyskalowanymi w jednostkach temperatury. Przyrządy te, aby określić precyzyjnie błąd pomiaru należy wzorcować wraz z całym torem pomiarowym, szczególnie gdy współpracują z czujnikami termoelektrycznymi. Zdarza się, przy bardzo starych przyrządach, że po wymianie czujnika na taki, który jest wykonany wg obecnie obowiązujących norm i podłączeniu do przyrządu, który był wyskalowany np. wg MST-68 powstają kolejne dodatkowe błędy pomiaru temperatury, szczególnie w zakresie powyżej 400°C.
Połączenie czujnika z miernikiem
Czujniki rezystancyjne łączy się z miernikiem (wskaźnikiem) temperatury za pomocą linii dwu-, trzy- lub czteroprzewodowej.
W układzie dwuprzewodowym przyjmuje się, że wpływ rezystancji przewodów jest pomijalnie mały lub odejmuje się rezystancję przewodów od rezystancji mierzonej lub w torze pomiarowym jest umieszczany rezystor wyrównawczy. Rezystancja przewodów jest zależna od temperatury. Układ ten stosowny jest do czujników o dużej rezystancji lub pomiarów mniej dokładnych. Należy pamiętać, że nieuwzględnienie przewodów przyłączeniowych o rezystancji 1 Ω, dla czujnika Pt-100 o czułości ok. 0,4 Ω/°C powoduje błąd ok. 2,5°C.
Układ trójprzewodowy pozwala uwzględnić rezystancję przewodów przyłączeniowych, jak również zmiany tej rezystancji w trakcie pomiarów, ale wymaga się, by wszystkie trzy żyły miały identyczne właściwości i były w tej samej temperaturze. W większości przypadków jest to spełnione z wystarczającą dokładnością.
Optymalną formą połączenia dla czujników rezystancyjnych jest układ czteroprzewodowy, gdzie wynik jest uniezależniony od rezystancji doprowadzeń i ich zmian temperaturowych. Prąd pomiarowy jest doprowadzony do zacisków prądowych, a pomiar napięcia na rezystorze wykonywany jest na zaciskach napięciowych.
Podłączenia trój- i czteroprzewodowe prowadzone są od wskaźnika temperatury do głowicy czujnika. Łączna rezystancja czujnika i połączenia wewnętrznego jest definiowana jako oporność termorezystora.
Przy łączeniu termoelementów ze wskaźnikiem temperatury (miernikiem) należy zwrócić uwagę na odpowiednie podłączenie przewodów kompensacyjnych, zastosowanie spoiny odniesienia i uwzględnić to w procesie szacowania niepewności pomiaru (więcej na temat w „elektro.info” 3/2013) [1]. Należy pamiętać, że producenci (z reguły drobnym drukiem) określają dla wskaźników również dokładność kompensacji spoiny temperatury, którą trzeba uwzględnić podczas dokonywanych pomiarów. Zastosowanie nieznormalizowanego przewodu kompensacyjnego służącego do przedłużenia toru pomiarowego powoduje wprowadzenie dodatkowej siły elektromotorycznej, która może mieć znaczący udział w niepewności pomiaru – szczególnie dla termoelementów typu S, R (o małym nachyleniu charakterystyki). Przewody kompensacyjne można poddać wzorcowaniu w celu określenia ich odchylenia od normy [5]. Norma rozróżnia przewody kompensacyjne oraz przewody rozszerzające (przedłużeniowe). Przewody rozszerzające zrobione są z tych samych materiałów co termoelektrody i wykonywane są w klasach 1. i 2. Dla klasy 1. mają błąd maksymalny ±1,5°C, a w klasie 2. ±2,5°C. Natomiast przewody kompensacyjne są wykonywane z materiałów tańszych, o zbliżonych właściwościach do termoelektrod, ich błąd dopuszczalny jest większy, produkowane są tylko w klasie dokładności 2. i według normy maksymalny błąd dopuszczalny waha się od ±2,5°C do ±5,0°C w zależności od typu czujnika i użytego materiału. Zastosowanie przewodu kompensacyjnego z innego materiału niż termoelektroda wprowadza dodatkowe błędy pomiaru – szczególnie dla termoelementów z materiałów szlachetnych (typu S, R i B) o małym nachyleniu charakterystyki – dlatego norma podaje dodatkowo zakres temperatur (na ogół jest to od –25°C do 200°C), dla których podany przez producenta błąd zostaje zachowany.
Wszystkie przyrządy pomiarowe wchodzące w układ pomiaru temperatury powinny podlegać okresowemu wzorcowaniu, w celu weryfikacji poprawności ich wskazań. Dobór okresów pomiędzy kolejnymi wzorcowaniami poszczególnych przedstawiono np. artykule autorów w „elektro.info” 3/2021 [3].
Podsumowanie
Pomiaru temperatury można dokonać jedynie przez porównanie z empiryczną skalą temperatur (obecnie MST-90). W tym celu stosuje się przyrządy pomiarowe dobranie pod względem dokładności, stałej czasowej i zakresu do potrzeb obiektu mierzonego. Izolacja czujnika powinna być dostosowana do pracy w danej temperaturze. Wyboru czujnika można dokonać na podstawie tabeli 1. oraz uwagi zawarte w artykule.
Nie można przekraczać zakresu pomiarowego czujników, gdyż grozi to ich nieodwracalnym uszkodzeniem lub zmiana charakterystyki. Nie należy mylić niepewności samego panelu odczytowego z niepewnością zastosowanych czujników temperatury i niepewnością pomiaru całego toru pomiarowego. Konieczne jest okresowe wzorcowanie przyrządów do pomiaru temperatury w celu uzyskania pewności o poprawności wskazań przyrządów.
Korzystając z dokładnych mierników (wskaźników) współpracujących z termoelementami należy rozważyć stosowanie metody iteracyjnej do wyznaczania siły termoelektrycznej zamiast charakterystyk odwrotnych termoelementów.
Literatura
-
Bakoń T., Wpływ przewodów kompensacyjnych i spoiny odniesienia na poprawność wskazań przyrządów współpracujących z czujnikami termoelektrycznymi, elektro.info 03/2013, ss. 72-77.
-
Bakoń T., Witkowski R., Wybrane aspekty wzorcowania pirometrów i kamer termowizyjnych, elektro.info 10/2020, ss. 72-75
-
Bakoń T., Witkowski R., Czynniki wpływające na częstość wzorcowań wyposażenia pomiarowego, elektro.info 3/2021, ss. 78-82
-
PN-EN 60584-1:2014-04 Termoelementy – Część 1: Specyfikacje i tolerancje EMF.
-
PN-EN 60584-3:2008 Termoelementy – Część 3: Kable rozszerzające i kompensacyjne – Tolerancje i systemy rozpoznawcze.
-
PN-EN 60751:2009-03 Czujniki platynowe przemysłowych termometrów rezystancyjnych i platynowe czujniki temperatury.
-
Zarządzenie nr 161 Prezesa Głównego Urzędu Miar z dnia 25.10.1996 r. w sprawie wprowadzenia Międzynarodowej Skali Temperatury z 1990 r. (Dz. U. Miar i Probiernictwa nr 27 z dnia 28.11.1996 r.)