Wieloszczelinowe rdzenie blokowe transformatorów i dławików dla potrzeb elektroenergetyki
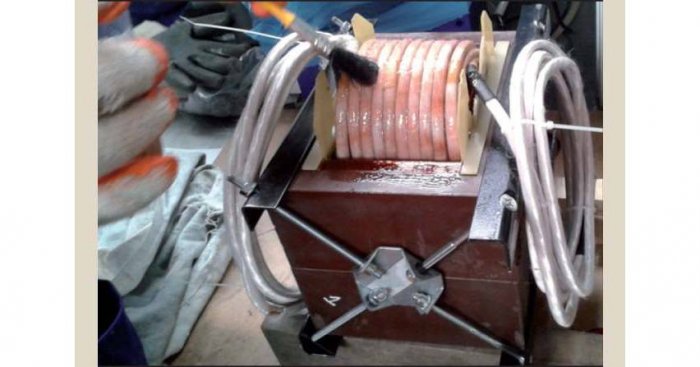
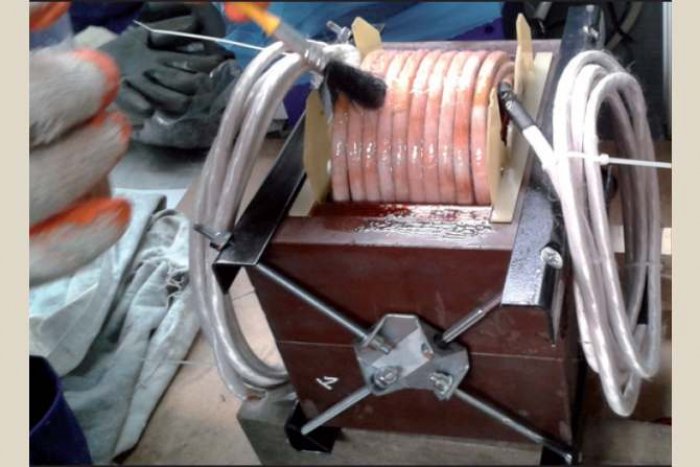
Fot. Impregnacja uzwojeń transformatora 50 kVA dla częstotliwości 2,5 kHz z rdzeniem NMSC (dane własne)
Fot. Cezary Świeboda
Transformatory i dławiki należą do podstawowych urządzeń
elektrycznych przeznaczonych do przetwarzania energii elektrycznej, a za
ich zasadniczy parametr użytkowy coraz częściej uznaje się po prostu ich
efektywność. Stąd też konstrukcja urządzeń zmienia się ustawicznie i to
nie tylko wskutek nowych zasad projektowania, ale także sposobu doboru
materiałów elektrotechnicznych, w tym technologii uzwajania oraz doboru
ferromagnetyków z przeznaczeniem na rdzenie magnetyczne [1, 2].
Zobacz także
dr inż. Elżbieta Niewiedział, dr inż. Ryszard Niewiedział Generacja z OZE a straty energii elektrycznej w sieciach elektroenergetycznych

Długoterminowe światowe prognozy energetyczne przewidują wzrost ogólnego zapotrzebowania na energię, w tym szczególnie energię elektryczną. Konsekwencją tego wzrostu jest konieczność budowy nowych źródeł...
Długoterminowe światowe prognozy energetyczne przewidują wzrost ogólnego zapotrzebowania na energię, w tym szczególnie energię elektryczną. Konsekwencją tego wzrostu jest konieczność budowy nowych źródeł wytwórczych (elektrowni). Jednak ekolodzy wskazują na wzrastające zanieczyszczenie atmosfery wynikające z eksploatacji elektrowni wykorzystujących do produkcji energii paliwa kopalne. W związku z tym zaczęto rozważać rozwój odnawialnych źródeł energii (OZE), które ograniczą emisję zanieczyszczeń...
dr inż. Bartosz Olejnik Ocena skuteczności wybranych kryteriów identyfikacji zakłóceń ziemnozwarciowych implementowanych w urządzeniach EAZ w głębi sieci SN
W nowoczesnych sieciach średniego napięcia około 75% wszystkich awarii to zwarcia doziemne [1, 2]. Spośród wszystkich zwarć doziemnych około 85% to zwarcia cechujące się właściwościami i parametrami wystarczającymi...
W nowoczesnych sieciach średniego napięcia około 75% wszystkich awarii to zwarcia doziemne [1, 2]. Spośród wszystkich zwarć doziemnych około 85% to zwarcia cechujące się właściwościami i parametrami wystarczającymi do zaistnienia procesu samogaśnięcia łuku elektrycznego. Intensywność zwarć doziemnych jest dość duża – przeciętnie notuje się 10–20 zwarć na każde 100 km linii SN w ciągu roku [3].
dr hab. inż. Andrzej Ł. Chojnacki, mgr inż. Zbigniew Kończak, Redakcja Sezonowość oraz przyczyny uszkodzeń elektroenergetycznych sieci dystrybucyjnych

W artykule „Sezonowość oraz przyczyny uszkodzeń elektroenergetycznych sieci dystrybucyjnych”, opublikowanym w nr. 3/2023 „elektro.info”, autor Andrzej Ł. Chojnacki z Politechniki Świętokrzyskiej przedstawił...
W artykule „Sezonowość oraz przyczyny uszkodzeń elektroenergetycznych sieci dystrybucyjnych”, opublikowanym w nr. 3/2023 „elektro.info”, autor Andrzej Ł. Chojnacki z Politechniki Świętokrzyskiej przedstawił wyniki analiz dotyczących sezonowości oraz przyczyn uszkodzeń obiektów eksploatowanych w elektroenergetycznych sieciach dystrybucyjnych 110 kV, SN oraz nn.
W przypadku obwodów magnetycznych pracujących w podwyższonych częstotliwościach, tj. dla potrzeb szeroko rozumianej energoelektroniki – coraz częściej wykorzystuje się w tych urządzeniach (przykładowo [2–6]) – rdzenie z taśm nanokrystalicznych [7]. Jest to następstwem upowszechnienia rozwoju inżynierii materiałów magnetycznych związanych z nanokrystalizacją stopu FeSi w matrycy amorficznej [7–11].
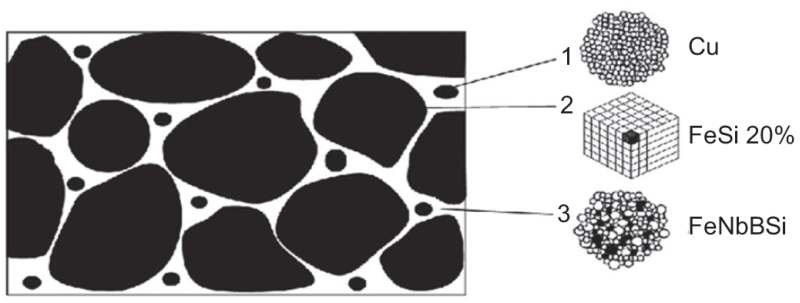
Rys. 1. Struktura nanokrystaliczna z objętościowym udziałem faz (dane literaturowe, za [10]): gdzie: 1 – obszary o dużej koncentracji miedzi (warunkujące rozrost ziaren), 2 – komórki elementarne nanoziaren roztworu stałego FeSi (ok. 70–80% materiału), 3 – matryca amorficzna (szkło metaliczne) na bazie Fe (objętościowo ok. 20–30% materiału); rys. Cezary Świebioda
Taśmy nanokrystaliczne produkuje się dwuetapowo: poprzez gwałtowne schładzanie stopu amorficznego FeCuNbSiB uzyskuje się szkło metaliczne, którego podstawowym składnikiem jest żelazo, a następnie poprzez obróbkę w polu termicznym i niekiedy magnetycznym tak wytworzonego szkła metalicznego, uzyskuje się materiał o strukturze nanokrystalicznej (rys. 1.).
Podczas wspomnianej obróbki zachodzi kontrolowany proces krystalizacji drobnokrystalicznej – stwarzający dodatkowo możliwości wytwarzania – wskutek zjawiska anizotropii indukowanej – materiałów o różnych własnościach magnetycznych.
Taśmy nanokrystaliczne – na bazie Fe w przeciwieństwie do amorficznych – charakteryzują się małą magnetostrykcją (cechą zmiany wymiarów geometrycznych pod wpływem zewnętrznego pola magnetycznego). Wynika to z faktu, że stała magnetostrykcji l fazy ferromagnetycznej nanokrystalicznej a – FeSi (obszar 2 na rys. 1.) wynosi λa-FeSi ≈ –9·10–6, podczas gdy dla fazy amorficznej Fe (obszar 3 na rys. 1.) λam ≈ +21·10–6.
Łatwo zatem obliczyć – korzystając z superpozycji, że przy udziale objętościowym ok. 80–70% fazy nanokrystalicznej i 20–30% fazy amorficznej (rys. 1.) – wypadkowa wartość magnetostrykcji wynosić może nawet zero.
Ze względu na oddziaływania pomiędzy fazami nanokrystaliczną i amorficzną oraz obecność Cu w stopie – za katalogową magnetostrykcję taśm nanokrystalicznych przyjmuje się wartość λ = +0,5·10-6, co czyni ten materiał bardzo odpowiednim w bezszumowych urządzeniach pracujących w podwyższonych częstotliwościach.
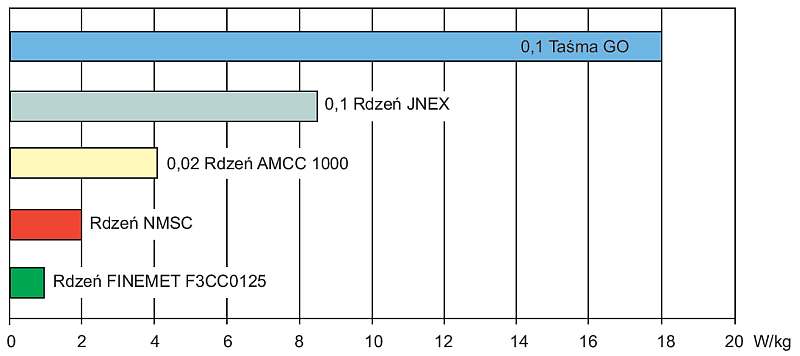
Rys. 2. Poziomy stratności magnetycznych taśmy elektrotechnicznej oraz rdzeni z różnych materiałów magnetycznych dla B =0,1 T oraz częstotliwości f = 10 kHz (dane literaturowe na podstawie katalogów i badań własnych, za [6]) gdzie: 0,1 taśma GO – taśma elektrotechniczna zorientowana o grubości 100 mm (dane katalogowe), 0,1 rdzeń JNEX – rdzeń pakietowany z taśmy 6,5%SiFe o grubości 100 mm [16], 0,02 rdzeń AMCC1000 – rdzeń zwijany owalny cięty z taśmy amorficznej Fe o grubości 20 mm [17], rdzeń NMSC – rdzeń pakietowany z taśmy nanokrystalicznej Fe o grubości ok. 33 mm [18], rdzeń FINEMET F3CC0125 – rdzeń zwijany owalny cięty z taśmy nanokrystalicznej Fe o grubości ok. 20 mm; rys. Cezary Świeboda
Przedstawione omówienie uzasadnia w pełni propozycję szerszego upowszechnienia taśm nanokrystalicznych – nie tylko w postaci rdzeni zwijanych, ale także pakietowanych, w tym rdzeni wieloszczelinowych w dławikach układów przekształtnikowych. Odpowiednia obróbka wyjściowego szkła metalicznego, warunkuje bowiem pożądany poziom jego krystalizacji (rys. 1.), a to pozwala z kolei na modelowanie własności magnetycznych wytwarzanych w ten sposób taśm nanokrystalicznych [7, 9–11]: z niezwykle małym natężeniem koercji, nawet Hc < 1 A/m oraz bardzo dużą początkową względną przenikalnością magnetyczną mi dochodzącą do 300 000 (dotyczy rdzeni toroidalnych i po obróbce w odpowiednio ukierunkowanym polu magnetycznym [12]).
Bliższe dane dotyczące własności materiałów oraz cechy niektórych typów rdzeni produkowanych z taśm nanokrystalicznych znaleźć można w katalogach licznych ich producentów, przykładowo [13–15]. Zauważa się przy tym najniższe straty w tych materiałach, co jest szczególnie przydatne w warunkach podwyższonych częstotliwości (rys. 2.).
Do budowy rdzeni wieloszczelinowych wykorzystywane są głównie stale elektrotechniczne SiFe [3], w tym w przypadku podwyższonych częstotliwości do ok. 5 kHz stale o zawartości krzemu 6,5%SiFe [16].
Taśmy na rdzenie JNEX (rys. 2.) mają niewielką magnetostrykcję oraz charakteryzują się użytkowymi grubościami do 200 mm i z tego też względu rdzenie wykonane z tych materiałów mają relatywnie wysoki poziom stratności magnetycznej.
Lepszą przydatność w podwyższonych częstotliwościach wykazują rdzenie typu AMCC z taśm amorficznych, a także nanokrystaliczne (dostępne jednakże w masach do ok. 2 kg) F3CC0125 – szeroko stosowane w postaci rdzeni zwijanych i ciętych (rys. 3b) dla zakresów częstotliwości do minimum kilkunastu kHz.
Materiał amorficzny wykazuje jednak negatywną cechę użytkową przy pracy w podwyższonych częstotliwościach, w postaci wysokiego poziomu generowanego hałasu oraz zmiany wymiarów. Te właściwości fizyczne ograniczają szersze ich wykorzystanie do budowy rdzeni wieloszczelinowych nawet w warunkach sieciowych.
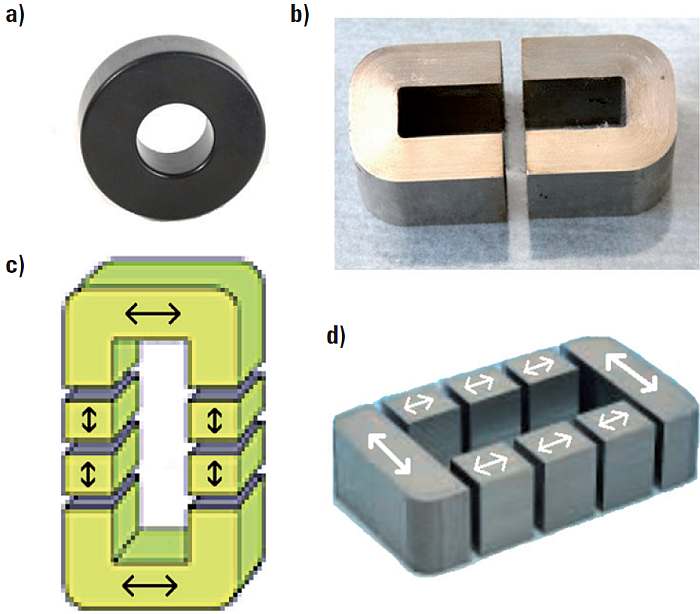
Rys. 3. Podstawowe typy rdzeni zwijanych i zwijanych ciętych (dane katalogowe): a) toroidalny, b) zwijany cięty o oknie prostokątnym, c) zwijany cięty wieloszczelinowy typu C, d) zwijany cięty wieloszczelinowy typu I; rys. Cezary Świebioda
Najniższym poziomem stratności magnetycznej w podwyższonych częstotliwościach charakteryzuje się materiał nanokrystaliczny. Jednakże produkowane na dużą skalę rdzenie toroidalne (rys. 3a) oraz cięte (toroidalne lub owalne) nie są spotykane w dużych rozmiarach i masach, a to z uwagi na ograniczenia wynikające z powszechnie stosowanej obróbki termicznej materiału w atmosferze ochronnej wodoru.
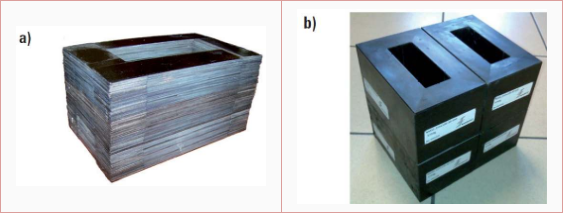
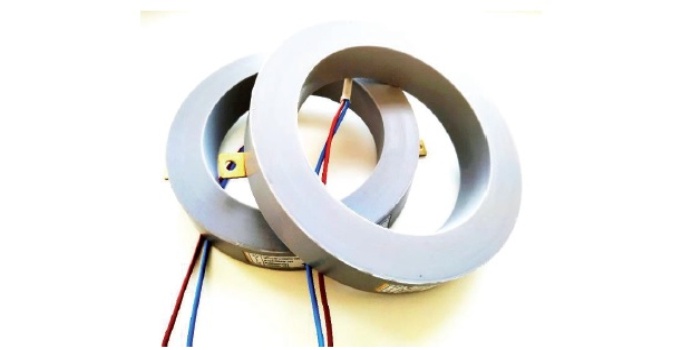
Rys. 4a i rys. 4b. Rdzenie pakietowane z taśmy nanokrystalicznej (dane własne): a) przykład realizacji pojedynczego rdzenia pakietowanego naprzemiennie o masie ok. 6 kg [22], b) zestaw czterech rdzeni z przeznaczeniem na transformator (fot.) przekształtnikowy 50 kVA; rys. Cezary Swieboda
Rdzeń NMSC z opisu na rys. 2. (Nanocrystalline Magnetic Stacked Core) jest rdzeniem pakietowanym (rys. 4.) z taśm nanokrystalicznych i bez ograniczeń co do masy rdzenia (wskutek obróbki z wykorzystaniem procesu rekuperacji – rys. 5c).
Rys. 4a i rys. 4b. Rdzenie pakietowane z taśmy nanokrystalicznej (dane własne): a) przykład realizacji pojedynczego rdzenia pakietowanego naprzemiennie o masie ok. 6 kg [22], b) zestaw czterech rdzeni z przeznaczeniem na transformator (fot.) przekształtnikowy 50 kVA; rys. Cezary Swieboda

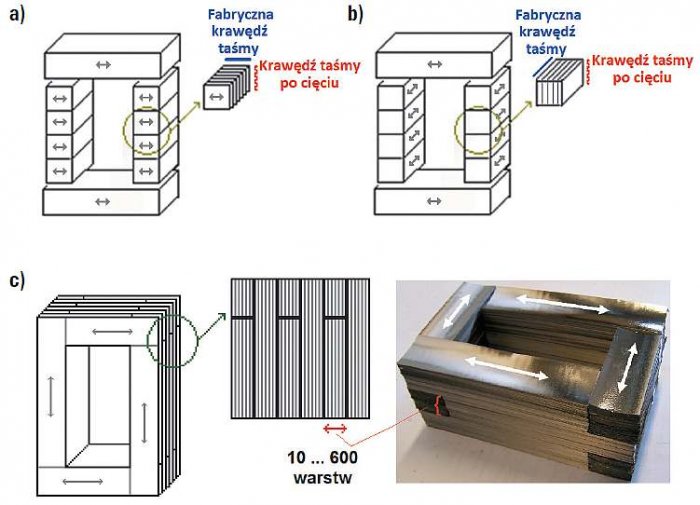
Rys. 5. Fotografie urządzeń i schemat systemu do obróbek termomagnetycznych do wytwarzania pakietowanych i blokowych rdzeni nanokrystalicznych (dane własne [18]): a) linia cięcia, b) robot pakietujący rdzenie, c) schemat systemu do obróbek termomagnetycznych z rekuperacją; rys. Cezary Świedoda
W przypadku rdzeni NMSC (charakteryzujących się pośrednimi stratnościami – rys. 2.) oraz blokowych NMBC (Nanocrystalline Block Core – rys. 6.) uznać można – że pokonana została bariera ograniczonej masy w obróbce termicznej dużego wsadu nanokrystalicznego – co rodzi pozytywne skutki szerszego ich upowszechnienia.
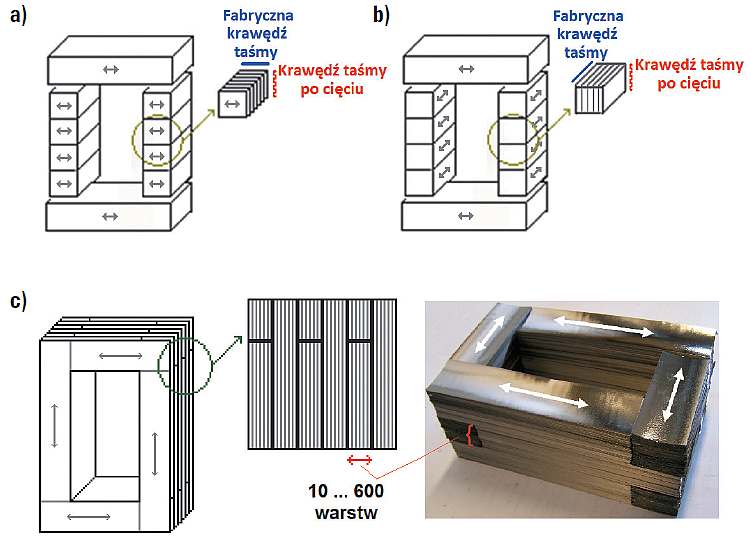
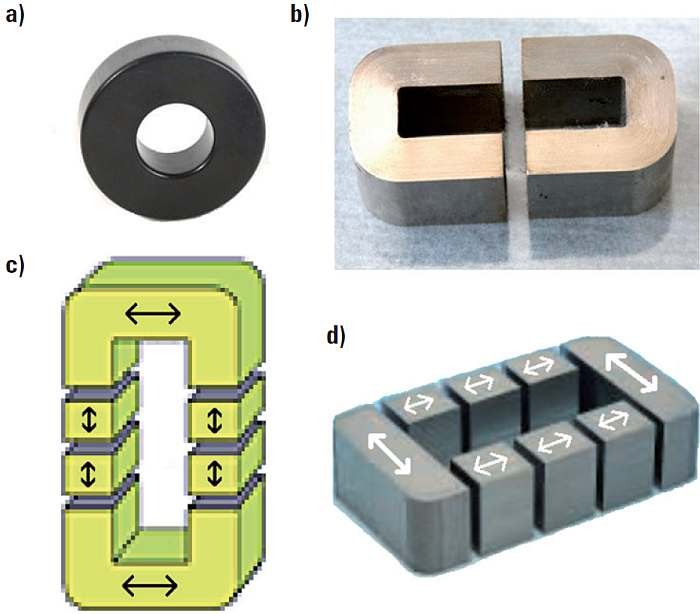
Rys. 6. Typy wieloszczelinowych rdzeni pakietowanych z taśm nanokrystalicznych ze skupioną szczeliną powietrzną (dane własne): a) rdzeń wieloszczelinowy z kolumną wykonaną z krótkich odcinków taśmy, b) rdzeń wieloszczelinowy z kolumną wykonaną z długich odcinków taśmy, c) rdzeń wieloszczelinowy w wariantach wykonania od 10 do 600 warstw taśmy nanokrystalicznej w wyróżnionej części pakietowanego rdzenia; rys. Cezary Świeboda
Podstawowe typy rdzeni magnetycznych dla potrzeb energoelektroniki
Rdzeń nanokrystaliczny wykonany z taśmy, jako przetworzonej odmiany szkła metalicznego, jest materiałem twardym i wyjątkowo kruchym. Z tego względu proces jego przecinania jest odmienny aniżeli w przypadku zwykłych stali SiFe czy nawet stali amorficznych [19–20].
W klasycznym podziale typów rdzeni magnetycznych, tj. wytwarzanych z taśm elektrotechnicznych SiFe, wyróżnia się rdzenie zwijane (w tym zwijane cięte – rys. 3.) oraz pakietowane (rys. 4.).
Technologię wytwarzania rdzeni toroidalnych zwijanych (rys. 3a) upowszechniono w szeroko dostępny sposób także dla celów produkcji rdzeni nanokrystalicznych owalnych ciętych z oknem prostokątnym (rys. 3b).
Niezależnie od zalet lub wad oraz cech użytkowych rdzeni z rys. 3., zwrócić należy uwagę na fakt, że w rdzeniach zwijanych ciętych wieloszczelinowych typu C lub typu I (rys. 3c i 3d) strumień pola magnetycznego przepływa zawsze w kierunku osi taśmy. Stąd stosunkowo łatwo jest zatem zaindukować – wskutek wspomnianego zjawiska anizotropii – lepsze własności magnetyczne wzdłuż tego kierunku (większą indukcję magnetyczną i mniejszą stratność). Te lepsze własności magnetyczne ulegają jednak degradacji wskutek wielokrotnego rozcinania rdzenia magnetycznego.
Sam proces cięcia wymaga precyzji, tak aby utrzymana została równoległość płaszczyzn przeciętych bloków, a sam rdzeń nie uległ rozwarstwieniu. Jest to zadanie technicznie skomplikowane, ale w przypadku pokonania ograniczeń, poszczególne bloki mogą być wykorzystywane w dowolnej konfiguracji po rozcięciu rdzenia (przykładowo rys. 3c). W przeciwnym przypadku bloki nie są wymienne między sobą z uwagi na brak równoległości płaszczyzn.
Rdzeń typu jak na rys. 3c zwijany jest z taśm amorficznych lub nanokrystalicznych [21], natomiast rdzeń typu jak na rys. 3d zwijany jest ze stali elektrotechnicznej 6,5%SiFe, tj. taśmy o większych grubościach.
Inny rodzaj i typy rdzenia stanowią rdzenie pakietowane. Za klasyczne rozwiązanie rdzenia pakietowanego nanokrystalicznego uznać należy rdzenie pakietowane naprzemian jak na rys. 4a, w tym najkorzystniej z wykorzystaniem robota przemysłowego.
Do wytwarzania rdzeni jak na rys. 4. w sposób ekonomicznie uzasadniony, niezbędnym jest wykorzystanie linii cięcia taśm nanokrystalicznych o sprawności rzędu tysięcy kształtek na godzinę (rys. 5a), robota pakietującego naprzemiennie warstwa po warstwie cztery kształtki jednocześnie i o sprawności produkcyjnej kilku rdzeni dziennie (rys. 5b) oraz systemu z rekuperacją (tj. bez użycia wodoru) do obróbki termomagnetycznej wsadu nanokrystalicznego (rys. 5c).
Zestaw urządzeń jak na rys. 5., wraz z niezbędnym oprzyrządowaniem, umożliwia przygotowanie cienkich prostokątnych kształtek nanokrystalicznych, z których składany jest w sposób automatyczny (rys. 5b) rdzeń pakietowany (przykładowo w postaci jak na rys. 4a).
Dla potrzeb rdzeni z przeznaczeniem dla energoelektroniki, uzasadnionym jest użytkowanie typów rdzeni, którymi są: pakietowane z taśm nanokrystalicznych w pojedynczych warstwach (z wieloma szczelinami tj. z rozproszoną szczeliną powietrzną – rys. 4a) oraz rdzenie blokowe wieloszczelinowe o skupionej szczelinie powietrznej – rys. 6.).
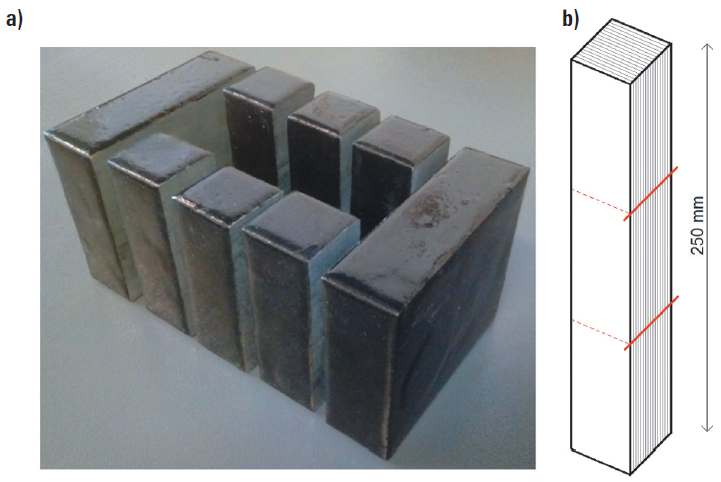
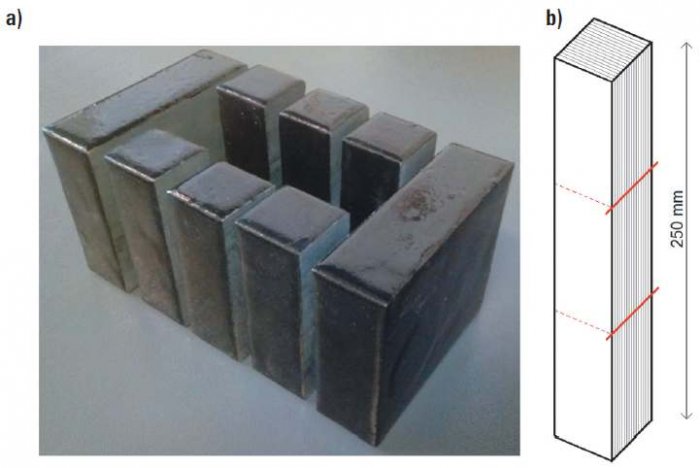
Rys. 7. Fotografia wieloszczelinowego rdzenia NMBC o masie 5 kg i o wymiarach zewnętrznych 150 mm ´ 80 mm ´ 100 mm i oknie 90 mm ´ 40 mm (dane własne): a) widok ogólny, b) ilustracja obrazująca rozcięcie trzech bloków z jednego spakietowanego bloku nanokrystalicznego; czerwone linie oznaczają płaszczyzny cięcia; rys. Cezary Świeboda
Należy przy tym zauważyć, że pojedynczy blok rdzenia (zarówno jarzma, jak i kolumny) z rys. 6a, w zależności od jego wymiarów, grubości użytej taśmy oraz współczynnika upakowania, może składać się nawet z kilku tysięcy warstw taśmy nanokrystalicznej.
Z tak wykonanych bloków składane są następnie rdzenie z przeznaczeniem na wiele różnorakich obwodów magnetycznych.
Zalecanym jest, aby bloki kolumn wieloszczelinowych rdzeni nanokrystalicznych wykonywane były z możliwie długich odcinków taśmy (jak na rys. 6b), a nie jak w przypadku z rys. 6a – co wynika z mniejszej liczby niezbędnych operacji na linii cięcia oraz łatwości pakietowania.
W obu przypadkach bloki pakietowane (a raczej układane) są wzdłuż fabrycznie gładkiej krawędzi rozcięcia taśmy nanokrystalicznej, które z kolei charakteryzują się aktualnie szerokością do 80 mm – tak, aby te gładkie krawędzie tworzyły powierzchnie aktywnego styku obwodu magnetycznego bez konieczności szlifowania (z sąsiednim blokiem lub jarzmem – jak na rys. 7.).
Jakość krawędzi taśmy po ucięciu kształtki (rys. 6b) nie odgrywa większej roli, a nawet polepsza proces klejenia i usztywniania bloku. Przedstawione rozwiązanie oznacza, że przepływ strumienia magnetycznego w kolumnach (rys. 6b i rys. 7.) następuje w poprzek osi taśmy nanokrystalicznej, a więc w kierunku najgorszych własności magnetycznych – ale w warunkach dużej liniowości krzywej magnesowania (rys. 8a) – co dodatkowo ułatwia produkcję dławików. Niedogodność tę można – tam, gdzie jest to oczekiwane – skorygować poprzez obróbkę rdzeni magnetycznych w obecności pola magnetycznego, ale bliższe omówienie tego zagadnienia przekracza zakres pracy.
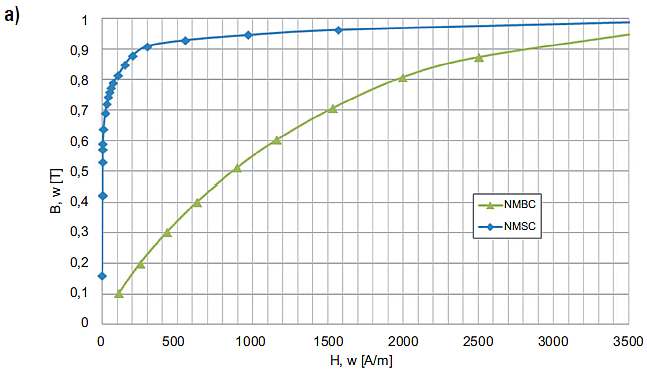
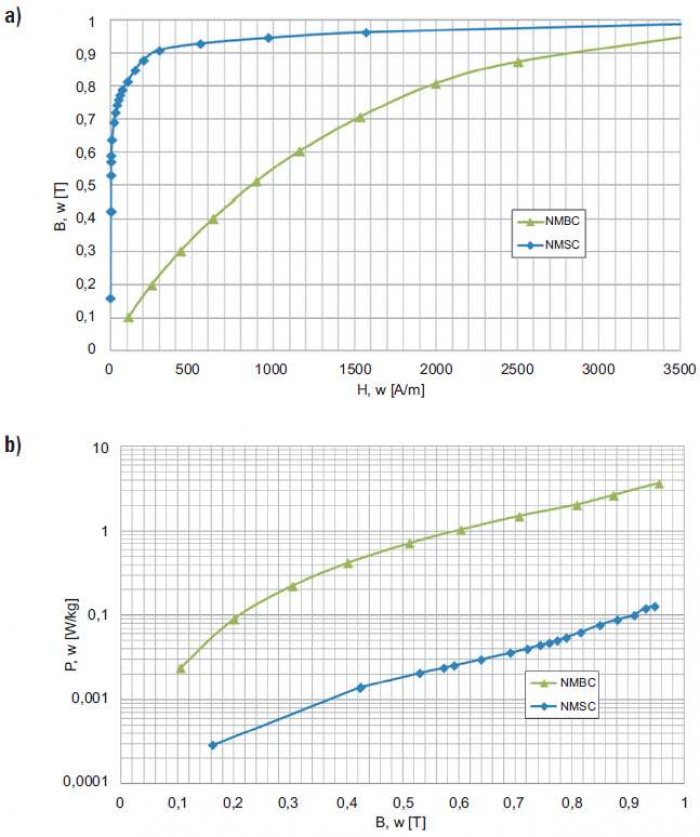
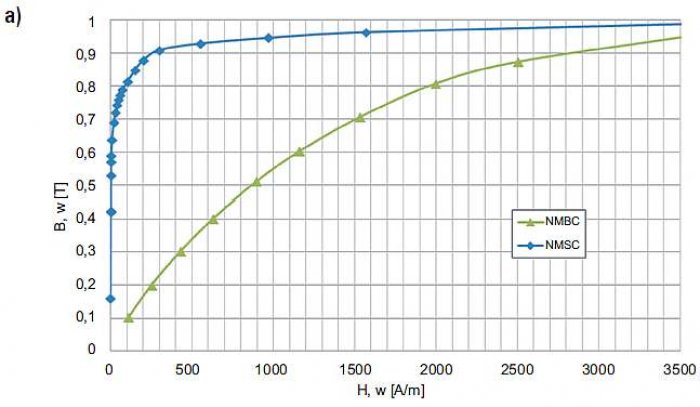
Rys. 8a. Własności magnetyczne przy f = 50 Hz rdzeni NMSC z rozproszoną szczeliną powietrzną (jak na rys. 4a) oraz NMBC (jak na rysunku 7.) ze skupioną szczeliną powietrzną (dane własne): indukcja magnetyczna Fot. Cezary Świeboda
Wyróżnić należy również rdzenie wieloszczelinowe pakietowane ze skupioną szczeliną powietrzną, tj. taką jak to przedstawiono na rys. 6c.
Ten typ rdzenia nie wymaga klasycznego pakietowania jak w przypadku rdzenia pakietowanego z rozproszoną szczeliną powietrzną przedstawionego na rys. 4a.
W przypadku rdzenia jak na rys. 6c wystarczającym jest składanie wzdłuż krawędzi rozcięcia taśmy od kilkunastu do kilkuset kształtek i utworzenie jednakowo ułożonej pojedynczej części takiego rdzenia.
Zmiana liczby warstw w obrębie jednej takiej części wpływa na wielkość skupionej szczeliny powietrznej w całym obwodzie magnetycznym, a tym samym umożliwia zmianę oraz dobór jego własności magnetycznych zgodnie z wymaganiami aplikacyjnymi.
Także i w tym przypadku zauważa się pozytywny wpływ obróbki termicznej w obecności pola magnetycznego na parametry użytkowe wyrobu końcowego [5].
Ocena własności magnetycznych nanokrystalicznych rdzeni blokowych oraz ich wykorzystanie
Prezentowane w pracy wyniki pomiarów własności magnetycznych rdzeni zrealizowane zostały z wykorzystaniem systemu pomiarowego pracującego w zgodzie z obowiązującą normą dotyczącą pomiarów własności [23]. System pomiarowy zaimplementowany został w środowisku National Instruments LabVIEW. Wykorzystano wielokanałową przemysłową kartę akwizycji danych NI PCI-6110 z jednoczesnym wyzwalaniem.
W dalszej części pracy przedstawiono wyniki badań wybranych parametrów magnetycznych rdzeni wieloszczelinowych prezentowanych na rys. 7. i wykonywanych z taśm nanokrystalicznych zgodnie ze schematem jak na rys. 6b.
Dodatkową, bardzo ważną zaletą rozwiązania technicznego jak na rys. 7. jest możliwość wykonywania długich bloków (np. o długości ok. 250 mm – jak na rys. 7b) i rozcięcie ich na bloki kolumn o długościach odpowiadających wymiarom rdzenia magnetycznego.

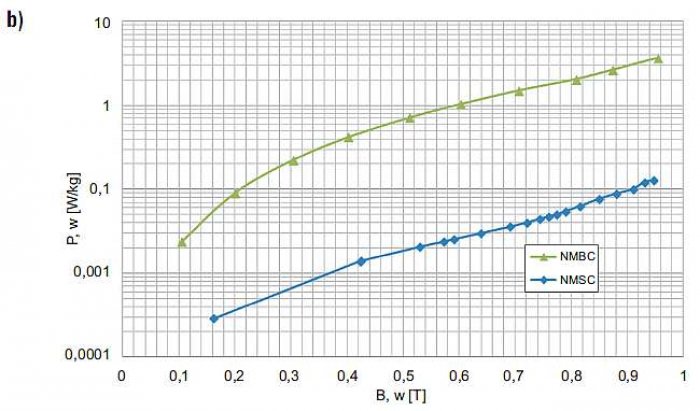
Rys. 8. Własności magnetyczne przy f = 50 Hz rdzeni NMSC z rozproszoną szczeliną powietrzną (jak na rys. 4a) oraz NMBC (jak na rys. 7.) ze skupioną szczeliną powietrzną (dane własne): a) indukcja magnetyczna, b) stratność magnetyczna; rys. Cezary Świeboda
Takie rozwiązanie, tzn. rozcięcie długiego bloku na kilka mniejszych, ma bardzo niewielki wpływ na pogorszenie własności wyrobu końcowego, a to z uwagi na to, że powierzchnie cięte nie są powierzchniami styku z kolejnymi blokami, a występują ponadto na skraju obwodu magnetycznego.
Rozcinanie prowadzone jest tak, aby ograniczyć negatywny wpływ rozpływu prądów wirowych w układzie międzywarstwowym. Ten sposób wytwarzania wieloszczelinowych rdzeni blokowych z materiałów nanokrystalicznych uznać należy za zaakceptowaną formę wyrobu, w pełni odpowiednią do jeszcze szerszego upowszechnienia.
W związku z przedstawionymi rozważaniami dotyczącymi kierunku i sposobu pakietowania, na rys. 8. przedstawiono wyniki pomiarów magnetycznych krzywej magnesowania i stratności – z uwzględnieniem wymagań normy [23] dla przypadku nanokrystalicznych rdzeni blokowych wykonanych w dwóch różnych typach: pakietowanego z rozproszoną szczeliną powietrzną (jak na rys. 4a) oraz wieloszczelinowego blokowego z rozproszoną szczeliną powietrzną (jak na rys. 7.).
Jak wynika z danych przedstawionych na rys. 8., rdzenie pakietowane NMSC oraz blokowe NMBC różnią się od siebie własnościami magnetycznymi, a co za tym idzie odmienna jest ich przydatność aplikacyjna.
Rdzenie pakietowane NMSC znajdują swoje zastosowanie w transformatorach dla podwyższonych częstotliwości, natomiast rdzenie blokowe NMBC wykorzystywane są w dławikach filtrujących. Rdzenie blokowe NMBC charakteryzują się większymi stratnościami, ale niskie straty w rdzeniach NMSC (rys. 4a) uzasadniają ich zastosowanie nawet dla niektórych rozwiązań dla częstotliwości sieciowych (dotyczy zwłaszcza taśm nanokrystalicznych o grubościach powyżej 30 um.
Przebieg indukcji magnetycznej rdzeni blokowych NMBC ma charakter niemal liniowy z uwagi na obecność skupionych szczelin powietrznych między blokami. Zmiana wielkości szczelin umożliwia zatem bardzo dużą liniowość oraz łatwy dobór odpowiednich własności w zależności od wymagań aplikacyjnych dla rdzenia magnetycznego.
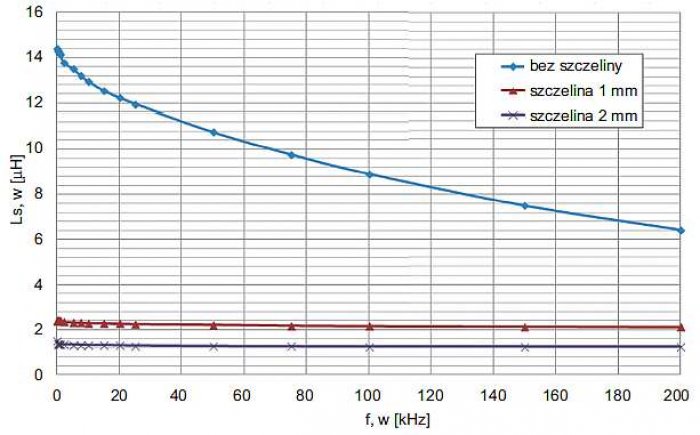
Dla potwierdzenia tej obserwacji, na rys. 9. przedstawiono poziomy indukcyjności własnej Ls dla f ≤ 200 kHz rdzeni blokowych NMBC (jak na rys. 7.) z dwoma przykładowymi wielkościami szczelin powietrznych.
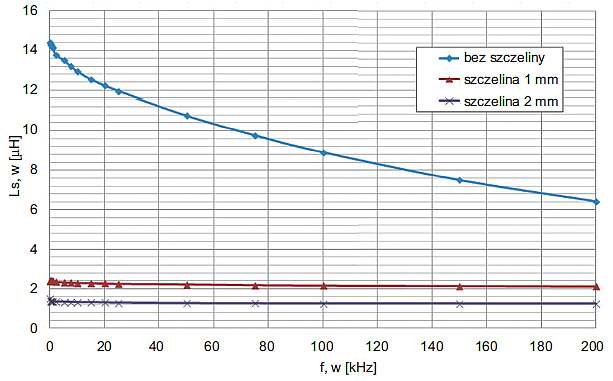
Rys. 9. Indukcyjność Ls w funkcji częstotliwości f rdzenia wieloszczelinowego blokowego NMBC jak na rys. 7. bez szczeliny i z dwiema różnymi szczelinami powietrznymi (dane własne); rys. Cezary Świeboda
Wielkości szczelin powietrznych 1 mm lub 2 mm przedstawione na rys. 9. dotyczą sumarycznej wielkości wszystkich szczelin pomiędzy wszystkimi blokami rdzenia magnetycznego z trzema blokami wewnętrznymi w jednej kolumnie. Dla rdzenia jak z rys. 7a, jest to zatem 8 pojedynczych jednakowych i symetrycznie rozłożonych szczelin powietrznych pomiędzy wszystkimi jego elementami składowymi.
Rdzenie tego typu, z uwagi na ich konstrukcje oraz własności użytkowe, stosuje się przede wszystkim w filtrach selektywnych.
Bliższe omówienie tych zagadnień, podobnie jak omówienie parametrów użytkowych rdzeni pakietowanych ze skupioną szczeliną powietrzną jak na rys. 6c, przekracza zakres pracy – między innymi ze względu na rozwiązania dedykowane konkretnemu odbiorcy.
Dla ilustracji możliwości aplikacyjnych nanokrystalików w dalszej części pracy przedstawiono przykład realizacji transformatora energoelektronicznego wykonanego na podstawie rdzenia pakietowanego z rozproszoną szczeliną powietrzną (rys. 4a).
Przykład praktycznej realizacji z wykorzystaniem rdzenia pakietowanego z rozproszoną szczeliną powietrzną
Budowa transformatorów oraz dławików z przeznaczeniem dla podwyższonych i wysokich częstotliwości wymaga uwzględnienia wielu czynników, w tym warunków pracy urządzenia (m.in. temperatury, obecności kwasów i olejów, zapylenia czy wibracji).
W niektórych rozwiązaniach zdarza się, że wytwarzane obwody magnetyczne dla wysokich częstotliwości są celowo, lecz z technicznego punktu widzenia zbędnie przewymiarowywane.
Przy prawidłowym doborze materiału na rdzeń magnetyczny oraz przy uwzględnieniu wymaganych własności magnetycznych należy wykonać mimo tych uwag element indukcyjny o możliwie wysokiej efektywności, tak jak to zasygnalizowano w początkowej części pracy.
Na fot. 1. (patrz: zdjęcie główne) przedstawiono fotografie transformatora wykonanego na bazie nanokrystalicznego rdzenia pakietowanego NMSC (rys. 4.) z przeznaczeniem do pracy przy częstotliwości 2,5 kHz i mocy 50 kVA.
Do budowy transformatora z fot. 1. (patrz: zdjęcie główne) wykorzystano zestaw czterech nanokrystalicznych rdzeni pakietowanych NMSC o masie 5,75 kg każdy, w sumie 23 kg.
Uzwojenie elektryczne transformatora wykonano licą nawojową o prostokątnym przekroju. Bliższe dane o urządzeniu nie są prezentowane z uwagi na specyfikę rozwiązania, ale całkowita masa transformatora energoelektronicznego o mocy 50 kVA wynosi zaledwie 30 kg. Wskazuje to na bardzo duże możliwości nowych rozwiązań aplikacyjnych przedstawianego rozwiązania technicznego.
Podsumowanie i wnioski
Wykorzystanie materiałów nanokrystalicznych do budowy transformatorów oraz dławików jest obecnie już nie tylko potrzebą, ale koniecznością.
Nieustanny rozwój energoelektroniki i związany z nim wzrost częstotliwości prądu stosowanych urządzeń wymusza stosowanie coraz lepszych jakościowo materiałów magnetycznych – w tym także taśm nanokrystalicznych.
Dodatkowo, rozwijane i ulepszane są istniejące już konstrukcje całych obwodów magnetycznych, tak aby podnosić ich przydatność aplikacyjną oraz zwiększać efektywność przetwarzania energii elektrycznej.
Prezentowane w pracy nanokrystaliczne rdzenie wieloszczelinowe spełniają oba te warunki. Są odpowiednie do stosowania w podwyższonych częstotliwościach prądu magnesującego, a ich wieloszczelinowa konstrukcja umożliwia dowolną konfigurację oraz kalibrację adresowaną pod konkretne zastosowanie.
Opanowana technologia cięcia taśm nanokrystalicznych i produkcji rdzeni, w tym obróbek termomagnetycznych (T + H) umożliwia dalsze polepszanie własności magnetycznych wytwarzanych wyrobów o masach dochodzących do kilkudziesięciu kilogramów.
Zalecane są dalsze prace dotyczące usprawnienia opracowanej technologii wytwarzania rdzeni, a w tym prace związane z ich międzywarstwowym izolowaniem, co znacznie podnosi zakres zastosowań do ponad 50 kHz.
* * *
Autor składa serdeczne podziękowania prof. dr. hab. inż. Marianowi Soińskiemu za cenne uwagi dotyczące niniejszej pracy.
Pracę wykonano w ramach projektu pt. „Badania przemysłowe nowego typu wytwarzania nanokrystalicznych rdzeni pakietowanych” współfinansowanego ze środków Europejskiego Funduszu Rozwoju Regionalnego w ramach Programu Operacyjnego Innowacyjna Gospodarka, nr umowy UDA-POIG.01.04.00-24-004/10-00.
Bibliografia
- Kuczyński K., „Transformatory rozdzielcze”, Elektro Info, 7-8/2010, str. 51.
- Tomczuk K., „Przegląd przekształtników do zasilania silników reluktancyjnych”, Elektro Info, 7-8/2010, str. 46.
- Czornik J., „Filtry harmonicznych gwarancją kompatybilności elektromagnetycznej oraz wysokiej sprawności przekształtnikowych układów napędowych”, Elektro Info, 7/8 2016, str. 20.
- Szymański J., „Efektywność tłumienia prądów doziemnych silnika filtrami LC w napędach z falownikami napięciowymi zasilanymi z sieci TN”, Elektro Info, 7-8/2011, str. 24.
- Soinski M., Leszczynski J., Swieboda C., Kwiecień M., „The applicability of nanocrystalline stacked cores for power electronics”, International Journal of Applied Electromagnetics and Mechanics, vol. 48, no. 2,3, 2015, pp. 301-307, 10.3233/JAE-152002.
- Soinski M., Leszczynski J., Swieboda C., Kwiecien., „Nanocrystalline Block Cores for High-Frequency Chokes”, IEEE Transactions on Magnetics, vol. 50, November 2014, no. 11, part 1 of 2, article no. 2801904.
- Yoshizawa Y., Yamauchi K., Oguma S.: New Fe-based soft magnetic alloys composed of ultrafine grain structure, European Patent Application 0271 657, 1988.
- Herzer G.: Nanocrystalline Soft Magnetic Alloys, Handbook of Magnetic Materials, North - Holland, Vol. 9, 1997, s. 417 – 462.
- Kulik T., „Nanokrystaliczne materiały magnetycznie miękkie otrzymywane przez krystalizację szkieł metalicznych”, Wydawnictwo Politechniki Warszawskiej, monografia nr 7, 1998.
- Soiński M., „Materiały magnetyczne w technice”, Warszawa, COSiW SEP, 2001.
- Zbroszczyk J., „Amorficzne i nanokrystaliczne stopy żelaza”, Monografie 134, Wydawnictwo Politechniki Częstochowskiej, Częstochowa 2007.
- Świeboda C., „Current and future use of the nanocrystalline strips”, 3rd IEEE International Students Conference on Electrodynamics and Mechatronics, Opole University of Technology, Opole, 6–8.10.2011.
- Dane katalogowe: Hitachi Powerlite® Inductor Cores, Metglas, 2011 [dostępne online pod adresem www.metglas.com].
- Dane katalogowe: Vacuumschmelze GmbH & co. KG, Germany, “Nanocrystalline VITROPERM EMC Products” [dostępne online pod adresem www.vacuumschmelze.de].
- Dane katalogowe: Anhui Astromagnet Co.,Ltd, China, “Amorphous Division”. [dostępne online pod adresem www.astromagnet.cn].
- Dane katalogowe: JFE Steel Corporation, JFE Super Core (electrical steel sheets for high-frequency application), 2012 [dostępne online pod adresem www.jfe-steel.co.jp].
- Dane katalogowe: Hitachi Metals, Tokyo, Japan. Metglas® AMCC Series Cut Core, Power Electronics Components (Catalog). [dostępne online pod adresem www.hitachimetals.co.jp].
- Świeboda C., „Informacja Techniczna nr III – Projekt badawczy pt.: Badania przemysłowe nowego typu wytwarzania nanokrystalicznych rdzeni pakietowanych”, Projekt współfinansowany ze środków Europejskiego Funduszu Rozwoju Regionalnego w ramach Programu Operacyjnego Innowacyjna Gospodarka, nr umowy UDA-POIG.01.04.00-24-004/10-00, 22.05.2014.
- Cezary Świeboda, Jacek Leszczyński, Influence of production technology on magnetic properties of nanocrystalline stacked and block magnetic cores (na prawach rękopisu).
- Leszczyński J., Soiński M., Pytlech R., Rozik M., Pinkosz P., Kwiecień M., Pasek T., Pasierb P.: „ Narzędzie do cięcia taśm amorficznych”, zgłoszenie patentowe do Urzędu Patentowego Rzeczypospolitej Polskiej z dnia 23.08.2011, numer zgłoszenia P.396093.
- Cezary Świeboda, Marcin Kwiecień, Przemysław Pinkosz, „Analiza wybranych właściwości magnetycznych oraz ocena aplikacyjnej przydatności magnetycznych rdzeni blokowych z taśm amorficznych i nanokrystalicznych”, Wiadomości Elektrotechniczne, nr 9/2012, str. 22 – 24.
- J. Leszczyński, M. Soiński, R. Pytlech, R. Rygał, M. Pałęga, P. Pinkosz, M. Kwiecień, C. Świeboda, „Sposób wytwarzania rdzenia magnetycznego z taśmy nanokrystalicznej”, Urząd Patentowy Rzeczypospolitej Polskiej, patent nr DP.P.401882.9.shol.
- IEC 60404-:2004 Magnetic materials – Part 6: Methods of measurement of the magnetic properties of magnetically soft metallic and powder materials at frequencies in the range 20 Hz to 200 kHz by the use of ring specimens.
![Rys. 1. Struktura nanokrystaliczna z objętościowym udziałem faz (dane literaturowe, za [10]): gdzie: 1 – obszary o dużej koncentracji miedzi (warunkujące
rozrost ziaren), 2 – komórki elementarne nanoziaren roztworu stałego FeSi (ok. 70–80% materiału), 3.](https://www.elektro.info.pl/media/cache/typical_view/data/201905/wieloszczelinowe-rdzenie-rys01.jpg)
![Rys. 2. Poziomy stratności magnetycznych taśmy elektrotechnicznej oraz rdzeni z różnych materiałów magnetycznych dla B =0,1 T oraz częstotliwości
f = 10 kHz (dane literaturowe na podstawie katalogów i badań własnych, za [6]) gdzie: 0,1 taśma GO – taśma .](https://www.elektro.info.pl/media/cache/typical_view/data/201905/wieloszczelinowe-rdzenie-rys02.jpg)
![Rys. 4. Rdzenie pakietowane z taśmy nanokrystalicznej (dane własne): a) przykład realizacji pojedynczego rdzenia pakietowanego naprzemiennie o masie ok. 6 kg [22], b) zestaw czterech rdzeni z przeznaczeniem na transformator
(fot.) przekształtnikowy 50 k.](https://www.elektro.info.pl/media/cache/typical_view/data/201905/wieloszczelinowe-rdzenie-rys04.jpg)
![Rys. 5. Fotografie urządzeń i schemat systemu do obróbek termomagnetycznych do wytwarzania pakietowanych i blokowych rdzeni nanokrystalicznych (dane własne [18]): a) linia cięcia, b) robot pakietujący rdzenie, c) schemat systemu do obróbek termomagnetycz.](https://www.elektro.info.pl/media/cache/typical_view/data/201905/wieloszczelinowe-rdzenie-rys05.jpg)
![Rys. 4a. Rdzenie pakietowane z taśmy nanokrystalicznej (dane własne): przykład realizacji pojedynczego rdzenia pakietowanego naprzemiennie o masie ok. 6 kg [22]](https://www.elektro.info.pl/media/cache/typical_view/data/201905/wieloszczelinowe-rdzenie-rys04a.jpg)