Wpływ procesów wytwórczych na właściwości magnetyczne blach elektrotechnicznych
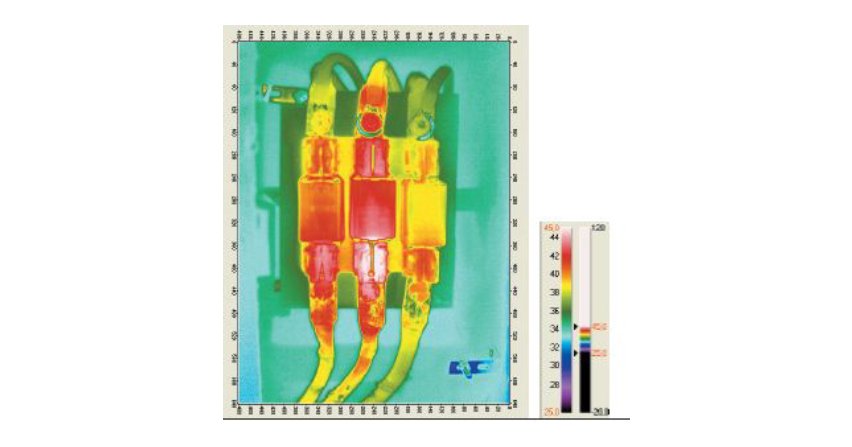
![Mapa rozkładu pola magnetycznego o wymiarach 8x8 cm nad powierzchnią blachy orientowanej, przed przewierceniem (po lewej) i po przewierceniu (po prawej) czterech otworów wiertłem o średnicy 0,2 mm. Blacha nie była poddana procesowi wyżarzania [9]](https://www.elektro.info.pl/media/cache/typical_view/data/201905/ei-9-2012-wplyw-procesow-wytworczych-rys-10.jpg)
Mapa rozkładu pola magnetycznego o wymiarach 8x8 cm nad powierzchnią blachy orientowanej, przed przewierceniem (po lewej) i po przewierceniu (po prawej) czterech otworów wiertłem o średnicy 0,2 mm. Blacha nie była poddana procesowi wyżarzania [9]
Blachy elektrotechniczne oprócz żelaza zawierają krzem i inne dodatki (jak np. glin czy fosfor). Dodatek krzemu zwiększa rezystywność blach, ograniczając straty wywoływane poprzez przepływ prądów wirowych, jednocześnie zmniejszając maksymalną możliwą do uzyskania indukcję magnetyczną Bmax, która może teoretycznie osiągnąć wartość do 2,158 T. Spadek wartości Bmax wynosi około 0,048 T na każdy procent zawartości krzemu [4]. Zwiększenie ilości krzemu powoduje także większą twardość i kruchość blach, co znacznie utrudnia ich obróbkę. Dlatego w praktyce maksymalna zawartość krzemu w blachach elektrotechnicznych nie przekracza 4%. Ze względów użytkowych blachy elektrotechniczne można podzielić na prądnicowe i transformatorowe.
Zobacz także
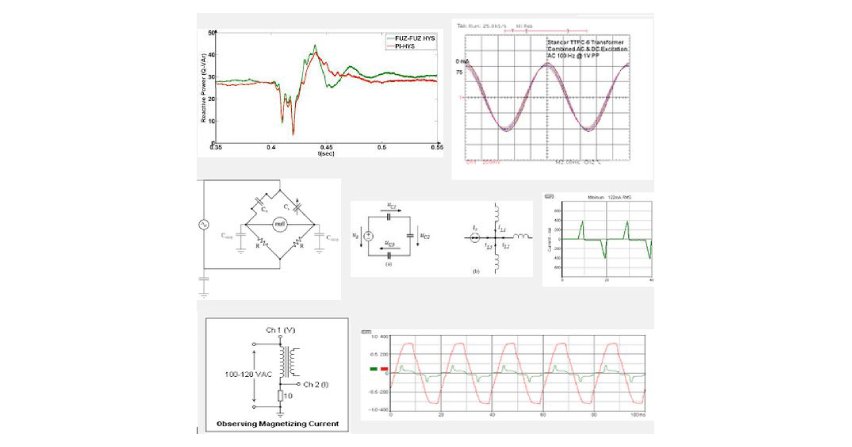
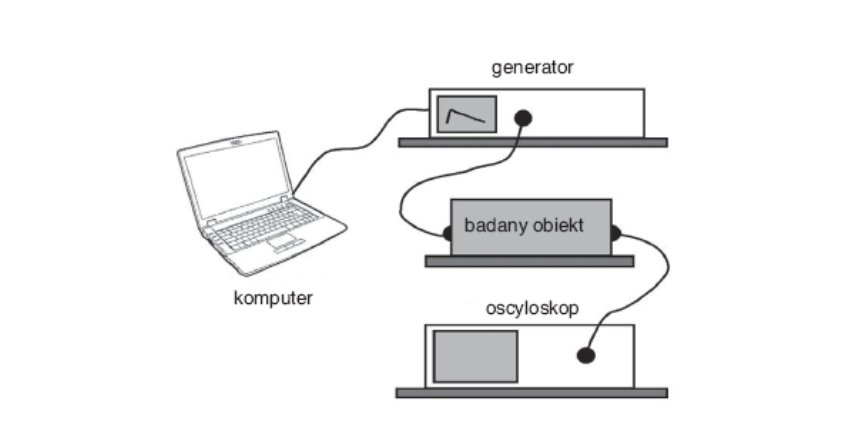
dr inż. Karol Kuczyński Pomiary jakości energii elektrycznej – zagadnienia wybrane
Jakość energii elektrycznej dostarczanej do urządzeń elektrycznych ma coraz większe znaczenie. Wynika to z zastosowania w przemyśle oraz urządzeniach codziennego użytku zaawansowanej elektroniki wrażliwej...
Jakość energii elektrycznej dostarczanej do urządzeń elektrycznych ma coraz większe znaczenie. Wynika to z zastosowania w przemyśle oraz urządzeniach codziennego użytku zaawansowanej elektroniki wrażliwej na zakłócenia zasilania. Efektem zaburzeń występujących w sieciach elektroenergetycznych są: migotanie światła i monitorów, utrata danych po zawieszeniu się systemu komputerowego, przegrzewanie się transformatorów i silników oraz częste zadziałania układów zabezpieczających. Nieprzewidziane i niezauważone...
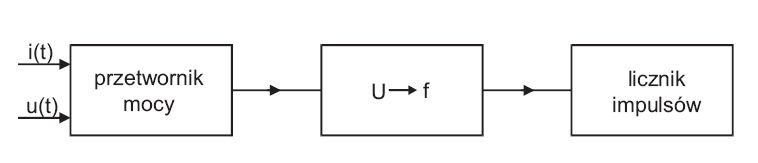
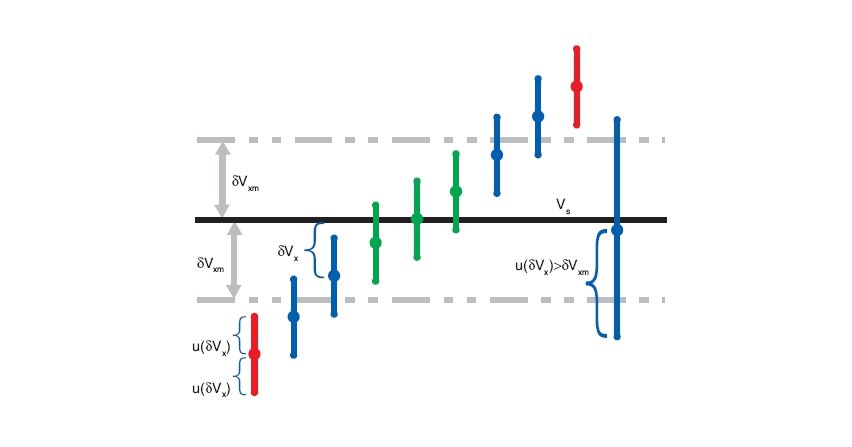
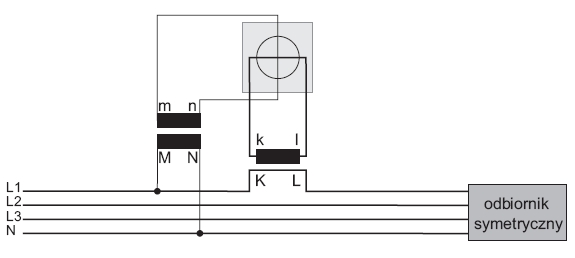
dr inż Andrzej Wetula, dr inż. Dariusz Borkowski Błędy pomiaru mocy i energii w układach z przekładnikami napięciowymi i prądowymi
Przekładniki są powszechnie stosowane w pomiarach prądów i napięć, których wartości uniemożliwiają bezpośrednie podłączenie aparatury pomiarowej. Niekiedy używa się ich też w sytuacji, gdy wymagana jest...
Przekładniki są powszechnie stosowane w pomiarach prądów i napięć, których wartości uniemożliwiają bezpośrednie podłączenie aparatury pomiarowej. Niekiedy używa się ich też w sytuacji, gdy wymagana jest separacja galwaniczna aparatury pomiarowej i obiektu. O ile sposób wykorzystania przekładników prądowych i napięciowych jest powszechną wiedzą wśród inżynierów elektryków, to wiedza dotycząca niepewności pomiarów wykonywanych z użyciem przekładników jest znacznie mniej rozpowszechniona.
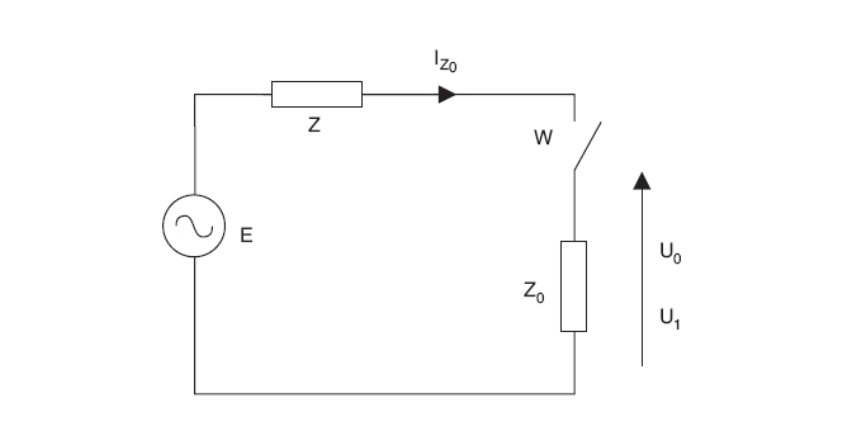
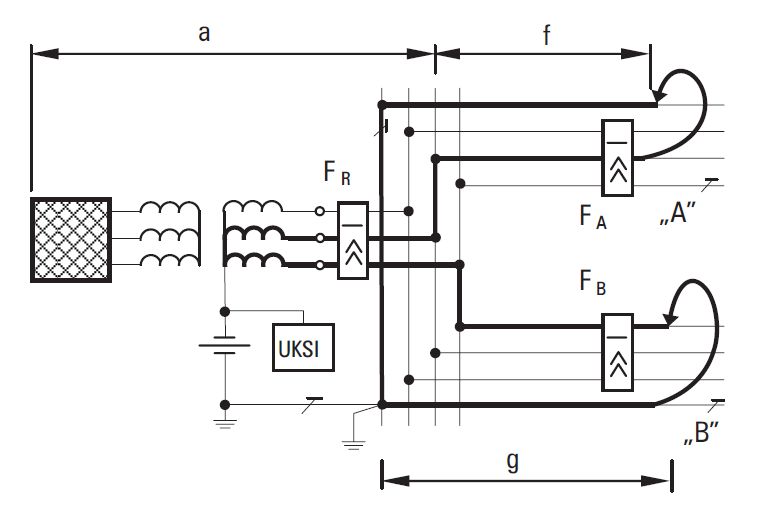
mgr inż. Grzegorz Loska Zmiany wartości pomiarowej impedancji pętli zwarcia w rzeczywistych niskonapięciowych sieciach IT
Przy pomiarach impedancji pętli zwarcia w przemysłowych, niskonapięciowych sieciach IT występuje wiele czynników wpływających na dokładność pomiarów. Wartości wyznaczonych pomiarowo impedancji pętli zwarcia...
Przy pomiarach impedancji pętli zwarcia w przemysłowych, niskonapięciowych sieciach IT występuje wiele czynników wpływających na dokładność pomiarów. Wartości wyznaczonych pomiarowo impedancji pętli zwarcia są często znacząco różne od wartości otrzymanych na podstawie obliczeń. Mają na to wpływ czynniki związane z zastosowaną metodą pomiarową (sposób uziemienia na czas pomiarów punktu neutralnego transformatora zasilającego), a także konfiguracja samej sieci IT, w której wykonujemy pomiary, oraz...
StreszczenieBez elementów wytworzonych z blach elektrotechnicznych trudno sobie wyobrazić silnik elektryczny, generator czy transformator. W artykule przedstawiono wpływ procesów najczęściej spotykanych podczas obróbki blach prądnicowych na pogorszenie ich właściwości magnetycznych. Zaprezentowano wpływ spawania, klejenia, cięcia, ściskania i wiercenia na wzrost pola magnetycznego oraz stratności w blasze.AbstractInfluence of manufacturing processes on the magnetic properties of electrical steelWithout the components made of electrical steel is difficult to imagine an electrical motor, generator or transformer. This paper presents the influence of the most commonly processes encountered during the processing of non-oriented electrical steels to the deterioration of the magnetic properties. The influence of welding, sticking, cutting, pressing and drilling on the increase of the magnetic field and specific magnetic core loss is presented. |
Blachy transformatorowe (orientowane) różnią się od prądnicowych powstającą w czasie procesu produkcji strukturą krystaliczną. Blachy orientowane są używane do budowy transformatorów dużej mocy – tam, gdzie jak najlepsze parametry wystarczy zapewnić w jednym kierunku. Największe znaczenie mają tutaj blachy o teksturze krawędziowej Gossa lub teksturze kostkowej. Powstała w ten sposób blacha jest wysoce anizotropowa, jej stratność w kierunku prostopadłym do walcowania może być nawet cztery razy większa niż w kierunku walcowania. Maksymalna wartość indukcji B10 (H=1 kA/m) dochodzi tu do 1,94 T, a stratność P1,7 (B=1,7 T) przy częstotliwości 50 Hz udało się ograniczyć nawet do 1,06÷2,50 W/kg (w kierunku walcowania) [4]. Na zmniejszenie stratności blach transformatorowych w dużym stopniu ma wpływ wysoka zawartość krzemu.
Blachom prądnicowym (nieorientowanym), przeznaczonym głównie do pracy w maszynach wirujących, stawia się wymagania możliwie jak największej izotropowości właściwości magnetycznych (powinny mieć jak najbardziej zbliżone właściwości magnetyczne we wszystkich kierunkach). Maksymalna wartość indukcji B300 (H=30 kA/m) dochodzi tu do 2,02 T, a stratność P1,7 przy częstotliwości 50 Hz jest większa niż w przypadku blach transformatorowych i typowo wynosi 2,7–10 W/kg [4]. Blachy prądnicowe charakteryzują się mniejszą zawartością krzemu od 0 do 3,8% [3].
Blachy prądnicowe produkowane są o znormalizowanych grubościach [10]: 0,35; 0,50; 0,65 i 1,00 mm. Gęstość blach zależy od gatunku blachy i zawiera się w przedziale 7,6–7,8 kg dm3. Blachy są produkowane w zwojach o szerokości do 1250 mm i ewentualnie potem cięte zgodnie z zamówieniem klienta.
Bardzo ważną rolę, zwłaszcza podczas procesu przetwarzania i obróbki blach, odgrywają ich właściwości mechaniczne. Szczególne znaczenie ma tutaj wytrzymałość, twardość i plastyczność, które w zasadniczym stopniu wpływają na cięcie, wyginanie, wiercenie i poddawanie innym czynnikom mechanicznym. Do innych właściwości, jakie powinny spełniać metaliczne materiały magnetycznie miękkie, można zaliczyć: ogólnie pojętą dobrą obrabialność, możliwie jak najmniejszą zmianę parametrów magnetycznych podczas obróbki i przetwarzania, minimalne magnetyczne starzenie się, możliwie wysoką maksymalną temperaturę pracy oraz dobrą odporność na korozję.
Właściwości magnetyczne blach elektrotechnicznych opisywane są przez szereg wielkości i charakterystyk magnetycznych. Do najważniejszych z nich należą [1]:
natężenie pola magnetycznego H – wektor H jest w każdym punkcie styczny do linii pola magnetycznego, w [A/m],
indukcja magnetyczna B [T]=[Wb/m2] – definiowana jest przy pomocy natężenia pola magnetycznego H i magnetyzacji M. Jeżeli w objętości DV ciała, dostatecznie małej w sensie makroskopowym, znajduje się n dipoli o momentach mi, to magnetyzacja stanowi sumę momentów tych dipoli odniesioną do objętości ΔV i wyraża się wzorem:
Wzór 1
a indukcję magnetyczną B definiuje się wtedy jako:
Wzór 2
polaryzacja magnetyczna J, w [T] – określa wpływ materiału na zmianę indukcji w jego wnętrzu i stanowi iloczyn magnetyzacji i przenikalności magnetycznej próżni:
Wzór 3
W przypadku ferromagnetyków magnetyzacja M jest znacznie większa od natężenia pola magnetycznego H, pochodzącego od wpływu próżni i z zadowalającym przybliżeniem można przyjąć B=J,
Przenikalność magnetyczna (normalna względna) μ – jest równa stosunkowi indukcji do odpowiadającego jej natężenia pola magnetycznego pomnożonego przez stałą m0 i wyraża się wzorem:
Wzór 4
Właściwości magnetyczne blach elektrotechnicznych można opisać na podstawie pętli histerezy magnetycznej. Pętla histerezy przedstawiająca zależność zmian B w funkcji H jest charakterystyczną cechą danego materiału. Dodatkowo istotna jest krzywa magnesowania pierwotnego, która pokazuje zależność B w funkcji H, gdy magnesowanie następuje od punktu zerowego. W przypadku blach elektrotechnicznych różni się ona tylko w niewielkim stopniu od charakterystyki magnesowania, która jest miejscem geometrycznym wierzchołków pętli histerezy powstałych podczas magnesowania w polu przemiennym o zwiększającej się indukcji w każdym cyklu przemagnesowującym.
Stratność P, w [W/kg], definiuje się jako moc wydzieloną w ferromagnetyku odniesioną do jego masy. Podczas magnesowania prądem zmiennym przyczyną strat są: histereza materiału ferromagnetycznego i indukujące się w materiale prądy wirowe. Dla blach prądnicowych istotne jest również, aby zdefiniowana przez normę [10] anizotropia stratności była jak najmniejsza – mierzona przy indukcji B=1,5 T nie powinna przekraczać kilku do kilkunastu procent.
Przenoszona moc pozorna SS, w [VA/kg], określa ilość mocy pozornej pobieranej w stanie jałowym przez jednostkę masy obwodu magnetycznego maszyny elektrycznej. Moc ta jest zawsze większa od stratności.
Pomiary wielkości magnetycznych
Parametry magnetyczne blach elektrotechnicznych mierzone są wg zaleceń normy [10], która precyzuje wielkości magnetyczne i warunki, w jakich powinny być one mierzone. Warunki, w których odbywają pomiary określone przez normę, znacznie odbiegają od tych, w jakich pracują blachy.
Parametry blach uzyskane podczas produkcji mogą ulec znacznej zmianie wskutek obróbki i poddania blachy różnorodnym procesom podczas wytwarzania produktu finalnego. Wpływ ten może być różny w zależności od sposobu obróbki i rodzaju blachy. Wartości parametrów magnetycznych uzyskane na drodze pomiarów urządzeniami stosowanymi tradycyjnie (tj. aparatem Epsteina lub testerem SST) nie uwzględniają zarówno procesów zachodzących podczas obróbki blachy, jak i kształtu wykroju z blachy w maszynie wirującej.
Pomiary te uwzględniają wartości parametrów magnetycznych tylko w dwóch kierunkach blachy – mianowicie w kierunku walcowania i poprzecznym. Wielkości magnetyczne określające właściwości blach zmieniają się wraz z odchyleniem kierunku magnesowania od kierunku walcowania [9]. Przedstawione w tym artykule wyniki pomiarów wielkości magnetycznych blach nieorientowanych (prądnicowych) uzyskano przy zastosowaniu próbek pierścieniowych, co bardziej odpowiada warunkom rzeczywistym [6, 7].
Jednakże w przypadku blach o teksturze Gossa największa stratność występuje dla kierunku 54,7° i jest około cztery razy większa niż w kierunku walcowania. Z tego powodu przydatność metody pierścieniowej byłaby niewielka w przypadku blach orientowanych (transformatorowych), dla których istotna jest znajomość parametrów magnetycznych, przede wszystkim w wyróżnionym kierunku walcowania.
Zarówno w wybranej metodzie z próbką pierścieniową, jak i przy użyciu aparatu Epsteina, gdzie wycięte z blachy paski tworzą zamknięty kontur kwadratu, obwód magnetyczny całkowicie zamyka się w badanym materiale. Także sposób magnesowania prądem magnesującym płynącym w oplatającym próbkę uzwojeniu oraz odczyt parametrów magnetycznych za pośrednictwem indukowanego w uzwojeniu po stronie wtórnej napięcia pozostają w swojej idei takie same. Pomiarów dokonuje się w obu przypadkach w tym samym schemacie pomiarowym i przy użyciu takiej samej aparatury wymuszającej przepływ prądu magnesującego o żądanym kształcie, dającym sinusoidalny przebieg indukcji w próbce.
Różnica między metodami polega na właściwościach magnetycznych badanego wycinka materiału, które są inne w obu przypadkach i wynikają z różnego sposobu wycięcia próbki z arkusza blachy. W przypadku próbek do aparatu Epsteina mamy do czynienia z paskami wyciętymi wzdłuż i w poprzek do kierunku walcowania – są więc tu reprezentowane tylko dwa kierunki w płaszczyźnie blachy. Otrzymane na drodze pomiarów aparatem Epsteina wielkości magnetyczne stanowią średnią arytmetyczną tych wielkości dla wzdłużnego i poprzecznego kierunku względem walcowania. Inaczej sytuacja wygląda w przypadku próbek pierścieniowych, tutaj obwód magnetyczny zawiera wszystkie kierunki w płaszczyźnie blachy i jako okrąg określa otrzymane wielkości magnetyczne jako całki z tych wielkości o równym wagowo udziale każdego z kierunków [1].
Analiza teoretyczna zależności kątowej anizotropii dla blach prądnicowych, którą w przybliżeniu można uznać za elipsoidalny, wykazuje, że wartości zmierzone w próbce pierścieniowej powinny dawać nieco gorsze parametry blach niż te uzyskane na drodze pomiarów aparatem Epsteina. Na przykład stratność zmierzona w próbce pierścieniowej powinna być większa. Hipotezę tę potwierdziły przeprowadzone pomiary porównawcze. Różnica między zarejestrowanymi przebiegami, nieprzekraczająca jednak kilku procent, była widoczna w zakresie wysokich indukcji.
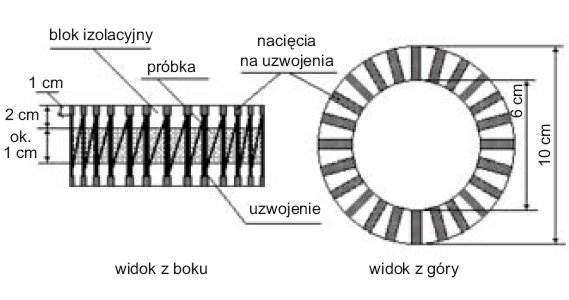
W przeprowadzonych pomiarach zdecydowano się (ze względów konstrukcyjnych), na wykonanie względnie szerokich pierścieni (20 mm), o stosunkowo małym promieniu zewnętrznym (50 mm). Wycinanie dużych, a szczególnie wąskich pierścieni byłoby kłopotliwe w wykonaniu nie tylko samej próbki, ale także transformatora pomiarowego, przeprowadzenia operacji sklejania pod ciśnieniem itp., dodatkowym kłopotem byłaby konieczność poświęcenia bardzo dużej ilości materiału na badania. W przypadku przeprowadzonych badań nie miało to większego wpływu na wyniki. Wpływ spawania, klejenia i cięcia określany był na podstawie pomiarów różnicowych, przeprowadzonych na takich samych próbkach pierścieniowych zarówno przed, jak i po przeprowadzeniu zamodelowanego procesu. W celu wyznaczenia parametrów magnetycznych blachy, wykonano specjalne transformatory pomiarowe z 192-zwojowym uzwojeniem pierwotnym, 48-zwojowym uzwojeniem wtórnym i obwodem magnetycznym utworzonym przez próbkę (rys. 1.).
Wpływ wybranych procesów technologicznych na właściwości magnetyczne
Wszystkie gatunki blach orientowanych, a także większość blach nieorientowanych (z wyjątkiem blach typu semifinished) dostarczane są przez wytwórców po końcowej obróbce cieplnej w stanie wolnym od naprężeń wewnętrznych. Od chwili opuszczenia stalowni blachy narażone są na stopniowe pogarszanie swoich właściwości magnetycznych w kolejnych etapach technologicznych. W wyniku transportu, składowania i obróbki powstają różnorodne naprężenia materiału.
Naprężenia mechaniczne, które równoważą się wewnątrz blachy bez udziału sił zewnętrznych, mogą mieć charakter przejściowy, jeżeli jednak przekroczą one granicę sprężystości i wywołają odkształcenia plastyczne, to zmienią się w naprężenia trwałe. Operacje związane z obróbką mechaniczną blach powodują wzrost stratności i natężenia powściągającego oraz spadek stromości krzywej magnesowania i zmniejszenie przenikalności magnetycznej.
Praktycznie nieodzownym i niemożliwym do pominięcia w czasie formowania z taśm lub arkuszy blachy gotowych wykrojów jest proces cięcia. Pozostały po cięciu grat i naprężenia wewnętrzne w istotny sposób pogarszają właściwości magnetyczne blachy. W przypadku cięcia lub wykrawania ostrymi narzędziami można w przybliżeniu liczyć, że strefa odkształcenia o szerokości ok. 1 mm od krawędzi cięcia jest magnetycznie nieaktywna [8]. W przypadku cięcia narzędziami tępymi lub źle ustawionymi strefa martwa się poszerza.
Kolejnym bardzo istotnym etapem obróbki blach jest łączenie w pakiety uprzednio wyciętych wykrojów. Może się ono odbywać na wiele różnych sposobów:
- poprzez ściskanie pakietów blach pod ciśnieniem (ok. 12 MPa) i spinanie specjalnymi uchwytami oraz bolcami,
- poprzez spawanie pakietów blach, szczególnie dobra jest tu technologia MAG, w której spawanie następuje elektrycznie pulsującym źródłem prądowym,
- poprzez sklejanie na gorąco za pomocą specjalnego lakieru w temperaturze ok. 200°C i ciśnieniu ok. 30 MPa [2],
- poprzez wiercenie, nitowanie lub automatyczne łączenie specjalnymi zatrzaskami.
Procesy zachodzące na drodze przetwarzania blachy często powodują tak duże naprężenia, że wymaga to końcowego wyżarzania odprężającego.
Blachy nieorientowane typu semifinished, dostarczane są przez wytwórców bezpośrednio po walcowaniu na zimno uprzednio zrekrystalizowanego materiału, utwardzonego zgniotem krytycznym, tj. w stanie naprężonym. Po wykonaniu wykrojów są one poddawane pełnej obróbce cieplnej, która usuwa wszystkie naprężenia – zarówno walcownicze, jak i wprowadzone dodatkowo przez obróbkę mechaniczną.
Modelowania wpływu spawania, klejenia i ściskania dokonano dla kilku wybranych gatunków nieorientowanych blach elektrotechnicznych o grubości 0,5 mm. Wycięte wcześniej pierścienie blachy łączono w pakiety po 20 sztuk. We wszystkich ułożonych pierścieniach kierunek walcowania musiał być zgodny, a grat skierowany w tym samym kierunku. W wyniku powyższych czynności utworzony został rdzeń o przekroju Q=200 mm2 i średniej długości drogi magnetycznej l=251,3 mm (jak na rys. 1.). Następnie próbka podlegała dalszym procesom zależnym od jej przeznaczenia:
- spawanie próbek – pierścienie umieszczano w stacjonarnej maszynie spawającej, gdzie próbka podlegała ściskaniu między specjalnymi blokami walcowymi wytoczonymi z miedzi, o średnicy równej zewnętrznej średnicy pierścieni (10 cm) i grubości 20 mm. Spawanie następowało równolegle do osi pierścienia (w 2, 4 lub 6 miejscach) automatycznie, elektrodą stalową w atmosferze ochronnej argonu.
- klejenie próbek lakierem termosklejającym – próbkę umieszczano w specjalnej klamrze, zapewniającej równomierny docisk na całej powierzchni pakietu blach, po wcześniejszym szczelnym owinięciu taśmą teflonową o grubości 0,075 mm, uniemożliwiającą wypłynięcie lakieru spomiędzy blach i przyklejeniu się próbki do metalowej klamry. Klamra z próbką w środku była ściskana pod prasą z siłą 15,08 kN – co odpowiadało, przy powierzchni pierścienia próbki 50,26 cm2, ciśnieniu 30 MPa. Pod tym ciśnieniem dokręcane były śruby klamry, co zapewniało utrzymanie ciśnienia w próbce po wyjęciu z prasy. Następnie klamra, ze ściśniętą próbką w środku, była wkładana na 110 minut do pieca o temperaturze 205oC,
- ściskanie próbek odbywało się w prasie hydraulicznej, próbka poddana była żądanemu ciśnieniu przez cały czas pomiaru,
- cięcie – wpływ cięcia obserwowano na próbkach prostokątnych, dopierając wymiary pakietu próbek prostokątnych w taki sposób, aby otrzymać zamierzony stosunek długości krawędzi cięcia do masy próbki.
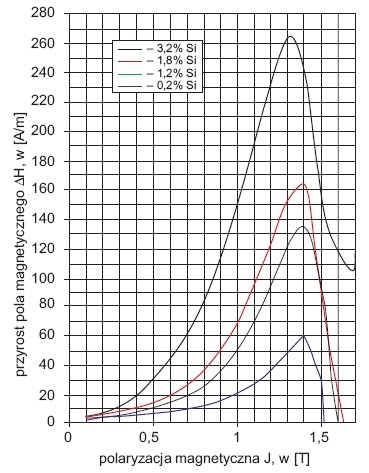
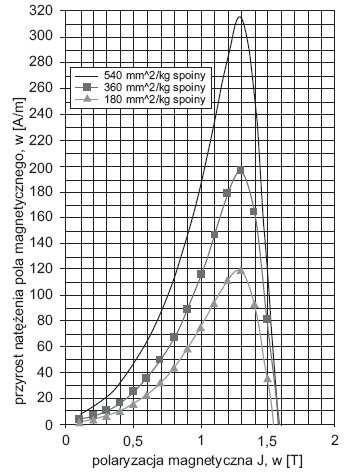
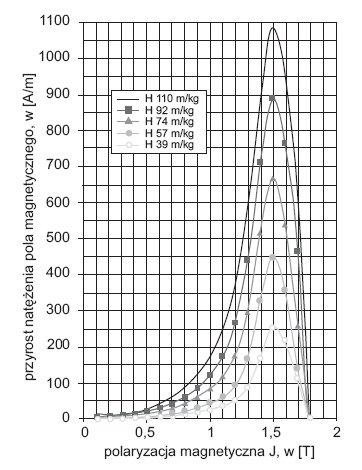
Wpływ procesów technologicznych jest uzależniony od rodzaju blachy poddanej obróbce. Rysunek 2. przedstawia przyrost pola magnetycznego DH – potrzebnego do uzyskania żądanej polaryzacji J – powstały w wyniku spawania pakietu blach, w zależności od zawartości krzemu w blasze. Wszystkie zaprezentowane wyniki odnoszą się do blach nieorientowanych o grubości 0,5 mm. Podobnie jak na rysunku 3. przedstawiającym przyrost stratności DP, widoczne jest, że ze wzrostem zawartości krzemu, spawanie powoduje większe pogorszenie właściwości magnetycznych blachy poddanej obróbce.
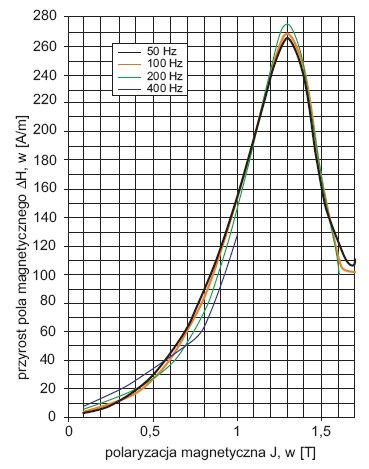
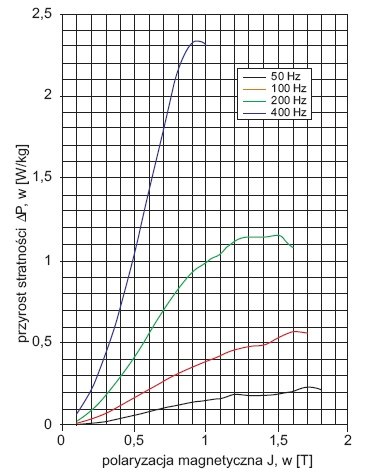
Jeżeli pakiet zespawanych blach zostanie poddany przemagnesowywaniu przy różnych częstotliwościach, przyrost natężenia pola magnetycznego DH będzie niezależny od częstotliwości (rys. 4.), ale wraz ze wzrostem częstotliwości zwiększa się przyrost stratności DP (rys. 5.).
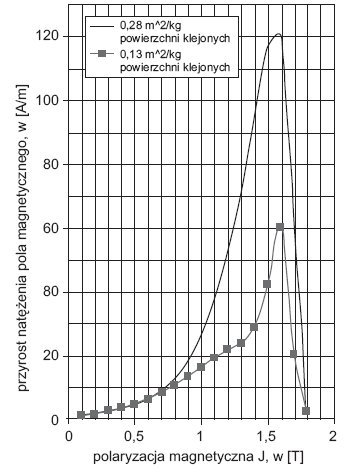
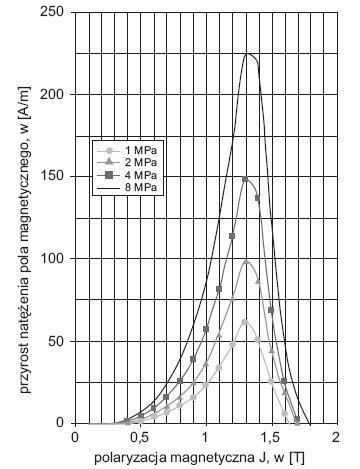
Na rysunku 6., rysunku 7, rysunku 8 oraz rysunku 9. przedstawiono kolejno ilościowy wpływ spawania, klejenia, cięcia i ściskania na przyrost natężenia pola magnetycznego ΔH. Dla każdego z tych procesów widoczne jest, że wraz ze zwiększeniem oddziaływania na pakiet blach rośnie pogorszenie właściwości magnetycznych. Rysunek 11. przedstawia porównanie wpływów zaprezentowanych na rysunkach od 6. do 9. dla dwóch wybranych polaryzacji J1,0= 1,0 T i J1,5=1,5 T. Na rysunku 12. przedstawiono to samo porównanie dla przyrostów stratności ΔP1,0 (dla J1,0=1,0 T) i ΔP1,5 (dla J1,5=1,5 T). W przypadku obydwu wielkości widoczne jest, że procesy najbardziej „ingerujące”, tj. cięcie i spawanie, powodują największe pogorszenie właściwości magnetycznych blach elektrotechnicznych.
Rysunek 10. przedstawia zmianę (zwiększenie) natężenia pola magnetycznego bezpośrednio nad powierzchnią blachy w postaci porównania map pola magnetycznego przed i po wywierceniu czterech otworów w blasze, cienkim wiertłem o średnicy 0,2 mm. Otwory znajdują się w środkach elips. Ten pomiar – w odróżnieniu od wszystkich pozostałych, jakie zostały przedstawione w tym artykule – został wykonany dla blachy orientowanej (transformatorowej). Tłumaczy to częściowo elipsowaty kształt obszarów, w których nastąpiło pogorszenie właściwości magnetycznych (wzrost pola DH). Mapę natężenia pola magnetycznego wykonano metodą magnetowizji (skanowania natężenia pola magnetycznego nad próbką), próbka arkuszowa została umieszczona na jarzmie w celu namagnesowania, a przedstawiony na rysunku 10. obszar znajdował się wewnątrz rdzenia, w celu zapewnienia równomierności rozkładu natężenia pola magnetycznego w skanowanym obszarze.
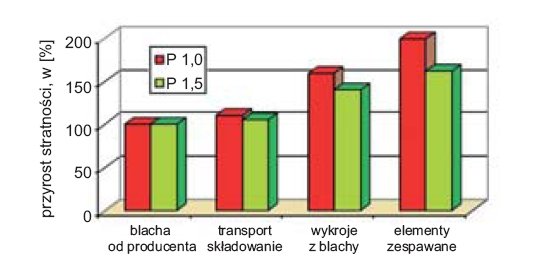
Na rysunku 13. przedstawiono wpływ kolejnych procesów technologii stosowania w postaci kumulacyjnej na względną zmianę stratności P1,0 i P1,5. Jako 100% przyjęto wartości blachy „od producenta” (niepoddanej żadnym procesom).
Podsumowanie
Procesy mechaniczne występujące podczas produkcji gotowych elementów z blach elektrotechnicznych mają duży wpływ na właściwości magnetyczne blach poddanych tym procesom. Z rysunku 11. wynika, że przyrost natężenia pola magnetycznego może wynieść nawet 150%, a z analogicznego rysunku 12, że przyrost stratności do ok. 45%. Większe przyrosty zaobserwowano dla polaryzacji J1,0=1,0 T niż J1,5=1,5 T. Powstałe naprężenia, które powodują te przyrosty, można w dużej mierze wyeliminować poprzez zastosowania wyżarzania. Jest to istotne, gdyż blachy prądnicowe dostarczane są przez producenta po ostatecznym wyżarzaniu, co sugeruje, że nie ma potrzeby poddawania ich temu procesowi. Czasami jest to trudne lub niemożliwe do wykonania, ze względu na wymiary, wytrzymałość temperaturową czy konstrukcję gotowego wyrobu. Należy jednak w takich przypadkach wziąć pod uwagę, że właściwości magnetyczne blachy elektrotechnicznej w gotowym wyrobie będą gorsze niż podane w katalogu producenta blachy.
Literatura
- Bakoń T., Pomiary parametrów magnetycznych nieorientowanych blach elektrotechnicznych przeznaczonych do budowy części wirujących maszyn elektrycznych, VI Krajowe Sympozjum Pomiarów Magnetycznych, Kielce 2000
- Franzmann M., Kalkbrenner A., Reimann A., Die Verarbeitungseigenschaften isotroper Elektrobänder, VEM Antriebstechnik AG, Dresden 1991
- Matheisel Z., Blachy elektrotechniczne walcowane na zimno, WNT 1973
- Michalowsky L., Heinecke U., Schneider J., Wich H., Magnettechnik – Grundlagen und Anwendungen, Fachbuchverlag Leipzig GmbH, 1993
- Schoppa A., Schneider J., Roth J.-O. Influence of the cutting process on the magnetic properties of non-oriented electrical steels, Journal of Magnetism and Magnetic Materials, Vol. 215-216 (2000) pp. 100-102
- Schoppa A., Schneider J., Wuppermann C.-D., Influence of the manufacturing process on the magnetic properties of non-oriented electrical steels, Journal of Magnetism and Magnetic Materials, Vol. 215-216 (2000) pp. 74-78
- Schoppa A., Schneider J., Wuppermann C.-D., Bakoń T., Influence of welding and sticking of laminations on the magnetic properties of non-oriented electrical steels, Journal of Magnetism and Magnetic Materials, Vol. 254-255 (2003) pp. 367-369
- Surahammars A, Bruks B., Kaltgewalztes Elektroblech und Elektroband, Suhammar 1967
- Tumański S., Bakoń T., Measuring system for two-dimensional testing of electrical steel, Journal of Magnetism and Magnetic Materials, Vol. 223 (3) (2001) pp. 315-325
- PN-EN 10106:2009 Blachy i taœmy stalowe elektrotechniczne o ziarnie niezorientowanym walcowane na zimno, dostarczane w stanie w pełni przetworzonym
![Rys. 3. Przyrost stratności DP dla blach prądnicowych o różnej zawartości krzemu w funkcji polaryzacji magnetycznej J spowodowany spawaniem pakietu blach (powierzchnia spawu 360 mm2/kg, 50 Hz, blacha nie była poddana procesowi wyżarzania) na podstawie [7]](https://www.elektro.info.pl/media/cache/typical_view/data/201905/ei-9-2012-wplyw-procesow-wytworczych-rys-3.jpg)
![Rys. 10. Mapa rozkładu pola magnetycznego o wymiarach 8´8 cm nad powierzchnią blachy orientowanej, przed przewierceniem (po lewej) i po przewierceniu (po prawej) czterech otworów wiertłem o średnicy 0,2 mm. Blacha nie była poddana procesowi wyżarzania [9]](https://www.elektro.info.pl/media/cache/typical_view/data/201905/ei-9-2012-wplyw-procesow-wytworczych-rys-10-1.jpg)
![Rys. 11. Porównanie przyrostów pola magnetycznego dH [%] przy częstotliwości 50 Hz spowodowanych wybranymi procesami obróbki dla polaryzacji magnetycznej J1,0=1,0 T i J1,5=1,5 T; blacha nie była poddana procesowi wyżarzania](https://www.elektro.info.pl/media/cache/typical_view/data/201905/ei-9-2012-wplyw-procesow-wytworczych-rys-11.jpg)
![Rys. 12. Porównanie przyrostów stratności dP [%] przy częstotliwości 50 Hz spowodowanych wybranymi procesami obróbki dla polaryzacji magnetycznej J1,0=1,0 T (DP1,0) i J1,5=1,5 T (DP1,5); blacha nie była poddana procesowi wyżarzania](https://www.elektro.info.pl/media/cache/typical_view/data/201905/ei-9-2012-wplyw-procesow-wytworczych-rys-12.jpg)