Regeneracja stacjonarnych baterii kwasowo-ołowiowych
Częściowo odsiarczona płyta akumulatora
W systemie zasilania gwarantowanym napięciem stałym lub przemiennym stacjonarna bateria akumulatorów jest sercem układu. Jest także magazynem, który zabezpiecza dostęp do energii w przypadku zaniku zasilania z sieci podstawowej. Jednak nawet najlepszy system, z najlepszymi parametrami prądu i napięcia wyjściowego, ale za to z wadliwą baterią, która nie jest w stanie zapewnić wymaganego czasu podtrzymania, nie spełni swojego zadania. Dlatego kondycja baterii i dbałość o jej parametry to bardzo ważne elementy, niezbędne do prawidłowego funkcjonowania układu zasilania prądem stałym.
Zobacz także
Impakt SA Nowa rodzina zasilaczy PowerWalker UPS VFI EVS 5 kVA z magazynami energii

Seria PowerWalker VFI EVS to nowa generacja zasilaczy UPS, oferująca długi czas podtrzymania dzięki zastosowaniu baterii LiFePO4 o 40% mniejszej masie i wymiarach w odniesieniu do klasycznych baterii kwasowo-ołowiowych....
Seria PowerWalker VFI EVS to nowa generacja zasilaczy UPS, oferująca długi czas podtrzymania dzięki zastosowaniu baterii LiFePO4 o 40% mniejszej masie i wymiarach w odniesieniu do klasycznych baterii kwasowo-ołowiowych. Zastosowana topologia podwójnej konwersji (VFI-SS-311) gwarantuje najwyższy poziom bezpieczeństwa, a wyspecjalizowane układy utrzymują współczynnik mocy PF na poziomie > 0.99. Oczywiście zależy on od podłączonych urządzeń odbiorczych. Wszelkie informacje o stanie UPS widoczne są na...
Riello Delta Power Sp. z o.o. Projekt przygotowania zespołów prądotwórczych na potrzeby funkcjonowania nowych bloków gazowo-parowych w elektrowni

Firma Riello Delta Power Sp. z o.o. na przełomie lat 2022 i 2023 zrealizowała projekt zabudowy, produkcji, dostarczenia i instalacji dwóch zespołów prądotwórczych na potrzeby funkcjonowania nowych bloków...
Firma Riello Delta Power Sp. z o.o. na przełomie lat 2022 i 2023 zrealizowała projekt zabudowy, produkcji, dostarczenia i instalacji dwóch zespołów prądotwórczych na potrzeby funkcjonowania nowych bloków gazowo-parowych w jednej z kluczowych dla polskiego systemu energetycznego elektrowni w Polsce północno-zachodniej.
mgr inż. Dariusz Zgorzalski, EVER Sp. z o.o. Wybrane aspekty wymagań zasilaczy stosowanych do urządzeń przeciwpożarowych – na przykładzie zasilacza do napędów bram napowietrzających UZS-230V-1kW-1F firmy EVER

W poprzednich częściach dowiodłem, że zasilacze do bram napowietrzających stanowią istotny element systemu wentylacji pożarowej, od strony formalnej muszą posiadać świadectwo dopuszczenia CNBOP-PIB, a...
W poprzednich częściach dowiodłem, że zasilacze do bram napowietrzających stanowią istotny element systemu wentylacji pożarowej, od strony formalnej muszą posiadać świadectwo dopuszczenia CNBOP-PIB, a stosowanie niecertyfikowanych UPSów niesie za sobą ryzyko istotnych konsekwencji. Podkreśliłem, że świadectwo dopuszczenia CNBOP-PIB jest warunkiem koniecznym, ale nie wystarczającym. Kompatybilność funkcjonalna, elektryczna i mechaniczna całego systemu jest podstawą do tego, aby urządzenia działały...
Kondycję baterii możemy porównać do naszego zdrowia. Nie tylko dlatego, że w baterii oraz w organizmie ludzkim zachodzą procesy elektrochemiczne. W tym porównaniu chodzi przede wszystkim o podejście mentalne. Jeżeli nie mamy poważnych, negatywnych sygnałów o naszym zdrowiu, zwykle się nim nie interesujemy. Nie stosujemy profilaktyki zdrowotnej i nie próbujemy go poprawić. Jeżeli choroba nie powoduje bólu, to jej nie leczymy. Podobnie jest z baterią. Jeśli w miarę przechodzi ona testy pojemności, to nie próbujemy jej regenerować i poprawiać jej parametrów. Dopiero jak utraci pojemność tak, że nie nadaje się do eksploatacji, decydujemy się na prace serwisowe. W takim momencie może być jednak już za późno na skuteczne czynności naprawcze.
Jeżeli o złej kondycji baterii dowiemy się w czasie awarii zasilania i system zasilania nie będzie pracował poprawnie, to koszty takiej diagnostyki są zwykle bardzo wysokie. W dalszej części omówimy, jak możemy leczyć „choroby” baterii tak, aby w sposób efektywny poprawić jej pojemność. W artykule [1] opisano, jaką praktyczną żywotność osiągają kwasowo- ołowiowe akumulatory VRLA na stacjach energetyki zawodowej w Polsce. Z doświadczeń eksploatacyjnych wynikało, że jest to zaledwie 50 - 60% żywotności katalogowej. Z tego powodu zastosowanie właściwych metod regeneracyjnych jest niezbędne do uzyskania akceptowalnej przez użytkowników żywotności baterii kwasowoołowiowych. Dotyczy to szczególnie baterii z rekombinacją gazów z zaworami bezpieczeństwa (typy VRLA). Dodatkowo metody regeneracji muszą być dostosowane do realiów eksploatacyjnych, czyli muszą być efektywne przy poświęceniu minimalnej ilości dodatkowego czasu serwisowego.
Uszkodzenia baterii kwasowych
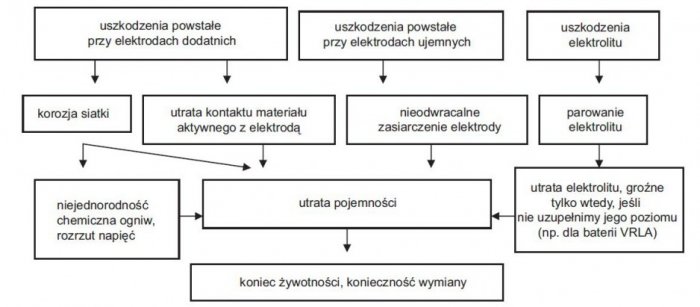
Uszkodzenie baterii, niezależnie od tego, jakie jest jego miejsce, będzie zawsze w końcu (najczęściej z jakimś interwałem czasowym) skutkować obniżeniem się pojemności i skróceniem czasu przydatności akumulatora do pracy w systemie. Procesy starzeniowe baterii akumulatorów (podobnie jak dla organizmów ludzkich) są nieuniknione i zachodzą w sposób naturalny. Te zmiany są uwzględnione w deklarowanej przez producenta żywotności katalogowej. Na skrócenie żywotności mają też wpływ inne czynniki wynikające z niewłaściwej eksploatacji baterii akumulatorów. Tu możemy wymienić kilka z nich, są nimi: termiczne warunki pracy baterii (szczególnie zbyt wysokie temperatury pracy), charakter pracy, np. szkodliwe są częste cykle ładowania i rozładowania, wysokie tętnienia prądów ładowania, płytkie rozładowania itp. Często uszkodzenia baterii wynikają z powodu zastosowania złych parametrów ładowania. Klasyfikacja uszkodzeń ze względu na miejsce ich powstania została przedstawiona na rysunku 1.
Ze względu na rodzaje uszkodzeń w akumulatorze możemy je podzielić na:
- mechaniczne, czyli wszystkie ilościowe ubytki elementów akumulatora, takie jak elementy wsporcze, połączeń, sworzni, ubytki materiału aktywnego na płytach, parowanie elektrolitu,
- chemiczne, zmiana parametrów chemicznych elementów akumulatora – czyli nieodwracalne zasiarczenie płyt i zmiany parametrów elektrolitu.
Zmiany mechaniczne możemy zrekompensować tylko przez wymianę zniszczonych elementów. W obecnie produkowanym akumulatorze klasycznym w przypadku zniszczeń mechanicznych możemy praktycznie tylko uzupełnić poziom elektrolitu. Można także wymienić elementy zewnętrzne akumulatora, takie jak na przykład złączki międzyogniwowe, sworznie. Inne elementy mechanicznie są nie do naprawienia. Oczywiście w akumulatorach produkowanych do końca lat 80. w słojach szklanych można było wykonywać bardziej skomplikowane naprawy mechaniczne (zainteresowanych odsyłam do pozycji [2] spisu literatury). Takie prace serwisowe to już tylko historia.
Regeneracji może natomiast podlegać poprawa parametrów chemicznych elektrolitu. Można ją uzyskać przez zwiększenie efektywności odsiarczania materiału aktywnego płyt. Efekt utraty części materiału aktywnego płyt nazywany jest PCL (ang. permanent capacity lost). Zostało to opisane w pozycji [1] literatury. W czasie normalnej eksploatacji baterii stan (PCL) ten jest niemożliwy do zlikwidowania. Jeżeli w akumulatorze będą zachodzić zmiany chemiczne i nie będą one szybko skorygowane, to w konsekwencji będą także powodem uszkodzeń mechanicznych akumulatora.
Zmiany parametrów chemicznych w akumulatorze
W akumulatorze może wystąpić zmiana parametrów chemicznych elektrolitu oraz materiału aktywnego płyt. Powoduje to obniżenie pojemności dyspozycyjnej akumulatora. Na podstawie [3] i [4] mechanizm powstawiania oraz przebieg tych procesów możemy wyjaśnić w następujący sposób.
Zmiany zachodzące w elektrolicie
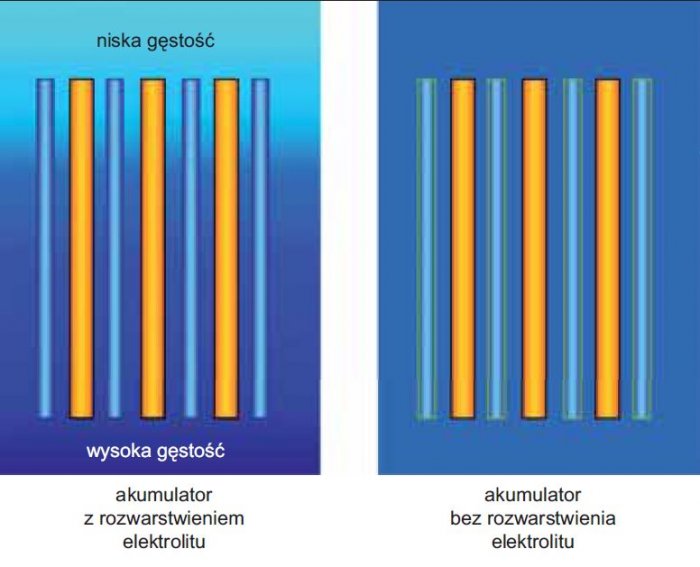
W trakcie pracy buforowej oraz ładwania i rozładowania baterii, elektrolit ma tendencję do miejscowej zmiany gęstości, czyli do rozwarstwienia się (stratyfikacji). Uformowany fabrycznie akumulator zwykle ma stały rozkład gęstości. W czasie jego eksploatacji na obiekcie stan ten zostaje zakłócony. W trakcie pracy buforowej zjawisko stratyfikacji jest konsekwencją opadania cięższych cząstek kwasu (zgodnie z prawem ciążenia). Natomiast podczas ładowania akumulatora i po rozładowaniu gęstość ulega podwyższeniu w obszarze między płytami. Natomiast powyżej i poniżej (czyli poza obrysem płyt) gęstość będzie taka, jaka była przed ładowaniem. W wyniku tych procesów w czasie eksploatacji baterii następuje rozwarstwienie się gęstości kwasu – od najniższej na górze do bardzo wysokiej na dole akumulatora. Taki stan jest niebezpieczny, ponieważ w miejscach o zwiększonej gęstości elementy akumulatora są bardziej podatne na korozję i uszkodzenia mechaniczne. Ponadto akumulator, w którym występuje zjawisko stratyfikacji elektrolitu, ma niższą pojemność, niższą SEM (siłę elektromotoryczną) i nierównomierny (związany z rozkładem gęstości kwasu) rozkład prądów międzyelektrodowych. Bateria wykazuje także większą podatność na samorozładowanie.
Osiągnięcie jednorodnej gęstości kwasu jest łatwym procesem, który można uzyskać przez mechaniczne lub elektryczne wymieszanie elektrolitu. Mieszanie mechaniczne (przez pompy powietrzne) jest praktycznie nieużywane w przypadku akumulatorów stacjonarnych. Dla tego typu ogniw wystarczy wykonywać mieszanie elektryczne przez podniesienie napięcia ładowania do 2,30/2,40 V na ogniwo. Jest to prosty zabieg, wręcz obowiązkowy po teście pojemności. Często jednak o tym zapominamy stosując standardowe charakterystyki ładowania IU, to jest ładowanie stałym prądem co do wartości (ograniczonym do prądu dziesięciogodzinnego baterii) oraz stałym napięciem buforowym.
Zmiany zachodzące w materiale aktywnym płyt
W trakcie rozładowania następuje zamiana energii chemicznej na elektryczną oraz w konsekwencji tego przemiana materiału aktywnego płyt na siarczan ołowiu (PbSO4). Kryształy siarczanów przy pełnym rozładowaniu pokrywają całą powierzchnię elektrod. Proces rekrystalizacji następuje w wyniku ładowania elektrycznego akumulatora kwasowego i chemicznie odwrotna przemiana siarczanów na materiał aktywny elektrod. Siarczany ołowiu powstałe w wyniku rozładowania są małe, ale pozostawione w dłuższym okresie na płytach mają tendencję do wzajemnego łączenia się tworząc duże kryształy. Zjawisko powstawania dużych kryształów na płytach może być konsekwencją pozostawienia baterii rozładowanej po jej pracy autonomicznej. Takie kryształy mogą także tworzyć się w trakcie długiego rozładowania, na przykład prądem 8 - 10-godzinnym lub mniejszym. Wynika to z faktu, że siarczany, które powstały w pierwszej fazie rozładowania, długo pozostają na płytach i łączą się w duże kryształy. Zjawisko powstawiania takich kryształów w starszych technologiach ogniw z kratkami płyt wysoko antymonowych występowało w dużo mniejszym stopniu i nie było aż tak groźne. Wprowadzenie innych dodatków w miejsce antymonu do stopów kratek płyt, takich jak wapń i selen, ograniczyło gazowanie akumulatorów, ale wpłynęło negatywnie na procesy morfologiczne związane z powstawaniem dużych kryształów.
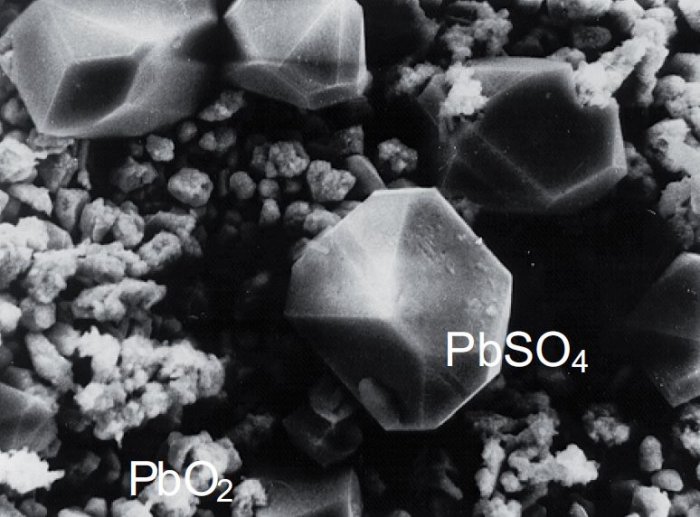
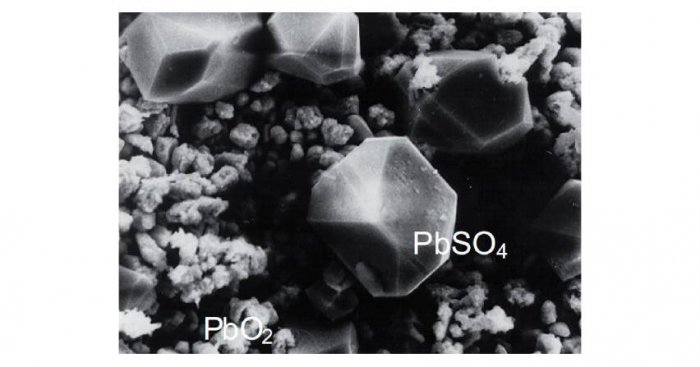
Dodatkowo w typach ogniw wysoko antymonowych duży prąd ładowania buforowanego rozpuszczał takie kryształy i powodował rekrystalizację. We współczesnych technologiach akumulatorów kwasowych z kratkami elektrod ze stopów niskoantymonowych oraz bezantymonowych zjawisko powstawania dużych kryształów jest bardzo groźne. W końcowej części ładowania dla charakterystyki stałonapięciowej prąd jest bardzo mały. Z tego powodu część dużych kryształów siarczanu zostaje nierozpuszczona na płytach i jest powodem permanentnej utraty pojemności ogniw, gdyż takie kryształy siarczanu ograniczają powierzchnię czynną płyt. Termodynamicznie duże kryształy są stabilniejsze (trudno je zlikwidować), zaś kinetycznie mają gorszą proporcję powierzchni do masy, a więc trudniej ulegają procesom elektrochemicznym. Przy rekrystalizacji współczynnik rozpuszczania związany jest ze stężeniem jonów. Jeżeli nie osiągniemy wysokiej gęstości jonów, pomimo że prąd ładowania jest wysoki, efekt rozpuszczania jest słaby. Taki widok tylko częściowo odsiarczonej elektrody dodatniej przedstawia fotografia 1. Na elektrodzie obok PbO2 widać duże kryształy PbSO4.
Duże kryształy możemy zlikwidować stosując specjalną strategię ładowania, lub dodając specjalistyczne związki (roztworów z silnymi utleniaczami) do elektrolitu. Ta druga metoda ma zastosowanie tylko dla ogniw z elektrolitem ciekłym.
Metody regeneracji akumulatorów kwasowo-ołowiowych
Regeneracji podlegają tylko elementy chemiczne akumulatora. Zlikwidowanie rozwarstwienia elektrolitu jest to efekt dość prosty do korekcji – jak wspomniano, wystarczy zapewnić „elektryczne” mieszanie elektrolitu. Możemy to uzyskać przez zastosowanie ładowania wyrównawczego (ładowania stałonapięciowego – wyższym napięciem niż buforowe lub ładowania stałoprądowego). Dużo trudniejsze jest zlikwidowanie dużych kryształów siarczanu występujących na elektrodach baterii. Rozpuszczenie tych kryształów nie jest możliwe przy stosowaniu klasycznych metod ładowania używanych dla baterii stacjonarnych. Możemy to uzyskać przez następujące czynności:
- dolanie do elektrolitu specjalnych związków przyśpieszających rozpuszczenie dużych kryształów siarczanów ołowiu,
- zastosowanie specjalnej strategii ładowania odsiarczającego przyśpieszających rozpuszczenie dużych kryształów siarczanów ołowiu.
Pierwsza metoda polega na wprowadzeniu do elektrolitu związków chemicznych przyśpieszających rozpuszczenie kryształów. Są to związki zawierające silne utleniacze, najczęściej perhydrol, czyli 30 % roztwór nadtlenku wodoru H2O2. Firmy przeprowadzające takie zabiegimają pełną certyfikację bezpieczeństwa zapewniającą użytkownika, że w trakcie zabiegów nie zostaną uszkodzone inne elementy akumulatora. Skład takich mieszanek jak np. Power-Batt jest ścisłą tajemnicą handlową przedsiębiorstw. Natomiast skuteczność tej metody została wielokrotnie potwierdzona w praktyce. Nie można jej zastosować do akumulatorów z elektrolitem uwięzionym VRLA (żel i AGM), gdyż elektrolit jest uwięziony i zamknięty wewnątrz ogniwa. W przypadku ogniw stacjonarnych jest to duża uciążliwość, ponieważ większość niedomagań i uszkodzeń dotyczy właśnie ogniw VRLA z elektrolitem uwięzionym. Druga metoda polega na zastosowaniu w ostatniej fazie ładowania baterii charakterystyki stałoprądowej, dla której prąd ograniczamy do 10 - 20 % prądu 10-godzinnego.
Ładowanie prądowe w fazie, iedy akumulator ma już wysoką gęstość elektrolitu, skutecznie rozpuści duże kryształy i zregeneruje nam materiał aktywny na płytach. Ograniczenie prądu ładowania do zaledwie 10 - 20 % prądu 10-godzinnego zapewni nam możliwość zastosowania tej metody dla ogniw z zaworami typu VRLA – gdyż dla tak małej wartości prądu system wewnętrznej rekombinacji powinien sobie poradzić z cyklem reprodukcji wody i zawory bezpieczeństwa nie powinny się otworzyć, a ogniwa nie powinny ulec wysuszeniu. Dla akumulatorów klasycznych wartość prądu ładowania możemy dla tej metody podnieść. W latach 70. i 80. przy odsiarczaniu akumulatorów samochodowych stosowano bardzo pracochłonne zabiegi opisane w publikacji dr. Stefana Sękowskiego w prasie motoryzacyjnej z lat 80. [5]. Dziś taki zestaw zabiegów i takie działanie wydaje się trudne do zastosowania ze względów ekonomicznych.Dla akumulatorów samochodowych z lat 80. wykonywano:
- ładowanie kontrolne (informacja o rodzaju zasiarczenia płyt),
- pomiar gęstości elektrolitu,
- wylanie elektrolitu i napełnienie akumulatora wodą destylowaną,
- wstępne ładowanie (1 godz.) prądem Q 10,
- wylanie elektrolitu i napełnienie akumulatora wodą destylowaną,
- właściwe pierwsze ładowanie odsiarczające (26 - 48 h) prąd Q 5,
- pomiar gęstości elektrolitu,
- próba akumulatora – pomiar napięcia pod obciążeniem,
- wylanie elektrolitu i napełnienie akumulatora wodą destylowaną,
- drugie ładowanie odsiarczające (8 - 12 h) prąd Q 5,
- pomiar gęstości elektrolitu,
- wylanie elektrolitu i napełnienie akumulatora elektrolitem 1,26,
- ładowanie (30 minut) prądem Q 10,
- wylanie elektrolitu i napełnienie akumulatora elektrolitem 1,26,
- ładowanie (3 - 4 h) prądem Q 10,
- pomiar gęstości elektrolitu.
Wykonanie tak skomplikowanych zabiegów na obiektach przemysłowych jest niemożliwe. Zastąpienie tych wszystkich zabiegów ładowaniem z charakterystyką stałoprądową znacznie ułatwia zadanie. Taką metodę opisał prof. dr Dirk Uwe Sauer w referacie [4], przedstawionym na konferencji w Kozienicach w 2006 roku.
Regeneracja baterii stacjonarnych akumulatorów na obiektach energetycznych
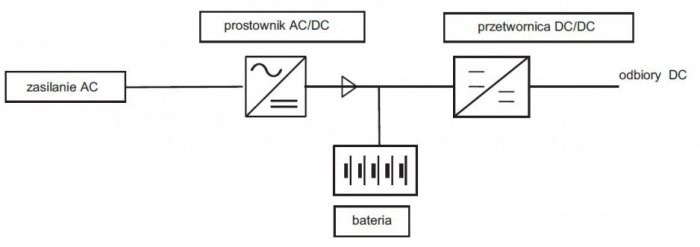
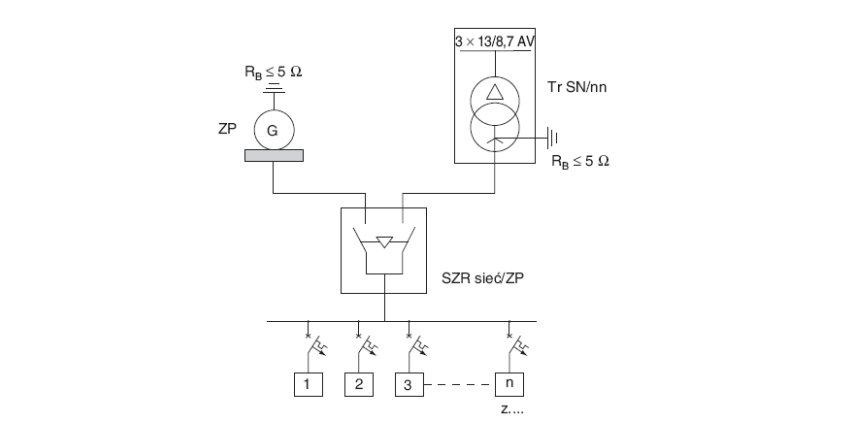
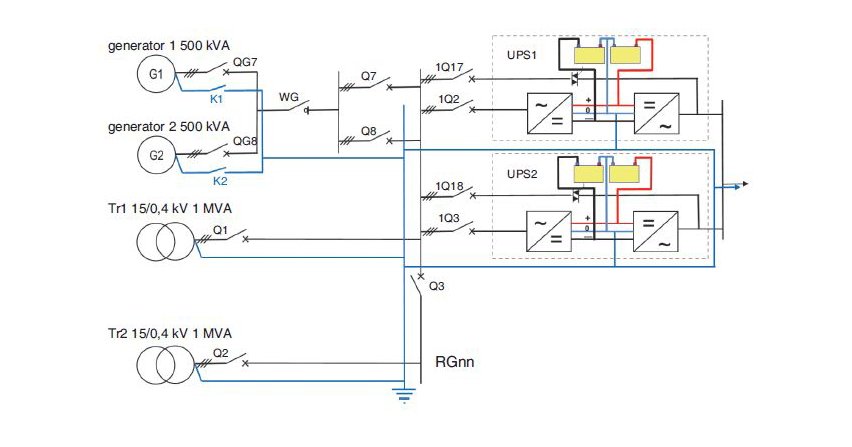
Ładowanie odsiarczające dla aplikacji przemysłowej musimy wykonać tanio przy łatwej realizacji tego zabiegu, z jak najmniejszą liczbą godzin serwisowych tak, aby to było ekonomicznie uzasadnione. W związku z powyższym regenerację należy wykonać automatycznie (z minimalnym czasem nadzoru) na pracującej instalacji przemysłowej (bez konieczności wypięcia akumulatorów z układu i podstawienia baterii zastępczej). Większość instalacji stacyjnych w Polsce ma jedną baterię (wyjątkiem są systemowe stacje PSE) i dlatego dalej omówimy, jak to można wykonać dla takiej konfiguracji systemu. Schemat układu można przygotować w sposób pokazany na rysunku 3.
Przedstawiony na rysunku 3. układ składa się z dwóch elementów: prostownika i przetwornicy.
Wymogi prostownika do ładowania baterii
Prostownikiem może być ten będący na wyposażeniu obiektu lub serwisowy, czyli dostarczony specjalnie do zabiegu odsiarczania. Urządzenie powinno zapewnić automatyczną realizację ładowania odsiarczającego (najlepiej bez ingerencji służb eksploatacyjnych). Musi także spełniać wszystkie wymogi wymagane do zapewnienia długiej żywotności baterii (w tym wymogi normy EUROBAT [6] oraz zalecenia producentów baterii dotyczące stabilizacji napięcia ładowania, pulsacji napięcia i prądu ładowania, kompensacji termicznej napięcia buforowania itp.). W celu łatwego wykonania odsiarczania użytkownik powinien mieć możliwość odpowiedniego modelowania charakterystyki, gdzie przełączania pomiędzy każdym trybem ładowania powinny być wykonywane automatycznie. Dla zilustrowania powyższego zjawiska opiszemy, jakie możliwości ładowania ma nowa konstrukcja zasilacza PBI kompakt oraz PBIM. Kontroler tego typu zasilacza ma możliwość ustawienia w dowolnej konfiguracji wielu charakterystyk przełączanych w trybie automatycznym. Charakterystyki możemy konfigurować z ładowania stałonapięciowego na stałoprądowe oraz stałomoce.
Przełączenia pomiędzy ładowaniami wykonywane są po osiągnięciu zaprogramowanego z klawiatury kryterium. Zakończenie ładowania stałonapięciowego możemy wykonać przy osiągnięciu progu prądowego lub progu czasowego, zakończenie ładowania stałoprądowego oraz stałomocowego możemy wykonać przy osiągnięciu progu napięciowego lub progu czasowego. Przykładowo możemy zamodelować taką charakterystykę (ale oczywiście liczba, rodzaj i sekwencja charakterystyk jest dowolna):
I1 U1 I2 Ubufor – gdzie składowe podcharakterystyki mają następujące wartości i kryteria przełączania (wszystkie wartości napięć i prądów oraz progimożemy dowolnie ustawić z klawiatury prostownika) jak poniżej:
I1 – ładowanie stałym prądem, np. 20 A. Kryterium zakończenia: bateria osiąga napięcie 242 V,
U1 – ładowanie stałym napięciem 242 V. Kryterium zakończenia: bateria osiąga prąd 2 A,
I2 – ładowanie stałym prądem, np. 2 A. Kryterium zakończenia: czas ładowania 24 godz.,
Ubufor – ładowanie stałym napięciem buforowania.
Powyżej podana charakterystyka jest przykładowa, bez żadnej aplikacji technicznej. Podana została tylko dla przedstawienia możliwości technicznych typoszeregu zasilaczy PBI.
Wymogi przetwornicy DC/DC separującej odbiory od wysokiego napięcia
Ze względu na fakt, że w końcowej fazie ładowania odsiarczającego należy zastosować ładowanie stałoprądowe bez ograniczenia napięcia, wydaje się celowe zabezpieczenie odbiorów przed zbyt wysokim napięciem. Możemy je wykonać przez zastosowanie przetwornicy DC/DC. Ponieważ takie urządzenia nie są standardem na obiektach przemysłowych, urządzenie musi być dostarczone przed rozpoczęciem prac. Przetwornica powinna być dobrana prądowo do prostownika oraz mieć przeciążalność około 150 % In w celu zapewnienia prawidłowego zadziałania zabezpieczeń. Jeżeli w obiekcie są dwie baterie (jedną możemy odłączyć) lub podstawimy baterię zastępczą albo odbiory mogą pracować w przy wysokim napięciu, wtedy przetwornica nie jest konieczna.
Charakterystyki ładowania regeneracyjnego
Jak możemy zamodelować ładowanie baterii, dla której po teście pojemności stwierdzamy spadek pojemności, a jednocześnie mamy podejrzenie, że powyższe może być skutkiem wytworzenia się „dużych” kryształów siarczanów na płytach (np. wiek baterii nie wskazuje na możliwość wystąpienia starzenia z powodów mechanicznych)? Podczas regeneracji do baterii musimy dostarczyć ładunek na poziomie ok. 130 - 180% pojemności nominalnej (w zależności od stanu baterii ustalamy, czy regeneracja ma być dłuższa, czy krótsza).
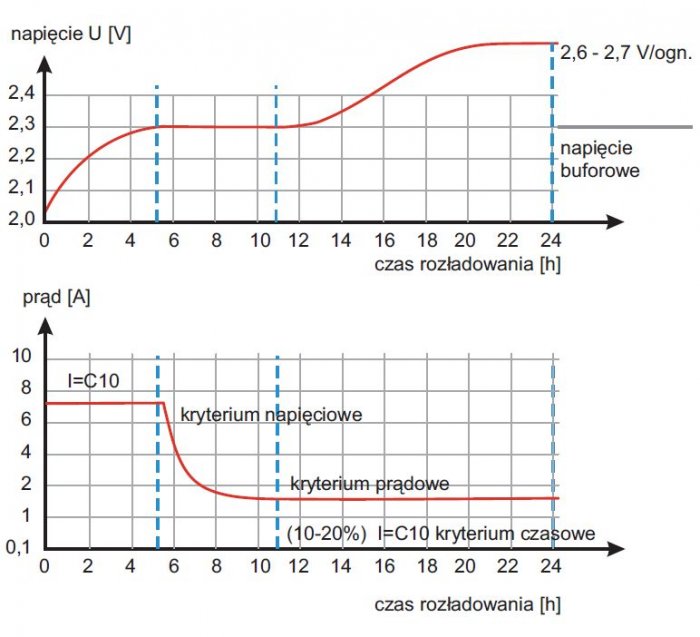
Wariant odsiarczania baterii z zapewnieniem szybkiego odzyskania pojemności dyspozycyjnej (ok. 70 - 80%) w celu zapewnienia bezpieczeństwa odbiorów W celu zapewnienia bezpieczeństwa układu, który rezerwuje bateria – przed wystąpieniem właściwej fazy odsiarczającej musimy w miarę szybko odbudować pojemność dyspozycyjną akumulatorów. W tym przypadku nawet jeżeli wystąpi przerwa w zasilaniu w trakcie przeprowadzenia odsiarczania, bateria zapewni rezerwowanie układu napięciem gwarantowanym. Ładowanie powinno składać się z trzech faz:
- pierwsza faza – ładowanie stałym prądem I10 (10-godzinnym) – zakończenie fazy i przełączanie regulowane kryterium napięciowym, tj. osiągnięcie napięcia około 2,3 - 2,4 V/ogniwo, zgodnie z doświadczeniem eksploatacyjnym faza ta trwa około 6 - 8 godzin,
- druga faza – ładowanie stałym podwyższonym napięciem – zakończenie fazy i przełączanie regulowane kryterium prądowym, tj. do osiągnięcia prądu około 0,1 do 0.2 I10, zgodnie z doświadczeniem eksploatacyjnym faza ta będzie trwała także około 6 - 8 godzin,
- trzecia faza – ładowanie stałym prądem równym I=0.1 - 0.2 I10 – zakończenie fazy i przełączanie powinno być regulowane kryterium czasowym. Czas wyliczamy tak, aby do baterii wtłoczyć 130 - 180% procent pojemności dyspozycyjnej.
Przykładowo, mamy baterię o pojemności C10=75 Ah (przy Uk=1,8 V/ogniwo, T=20°C), wtedy charakterystyka może być dobrana w następujący sposób:
- pierwsza faza – ładowanie stałym prądem: nastawiamy ograniczenie prądowe do prądu 10-godzinnego czy I10=7,5 A – przełączenie przy osiągnięciu napięcia 2,4 V/ogniwo. W tej fazie do baterii wprowadzimy 6 godz. × 7,5 A=45 Ah,
- druga faza – ładowanie napięciem 2,4 V/ogniwo – przełączenie nastąpi, jeżeli prąd osiągnie 20 % I10, czyli 2 A. W tej fazie do baterii wprowadzimy 6 godz. × średnio 3 A =18 Ah,
- trzecia faza – ładowanie stałym prądem 2 A – przełączenie kryterium czasowym. Wyliczenie czasu: (150 % × 75 Ah – (45 Ah+18 Ah))/2 A=24,75 godz.
Wyjaśnienie formuły: 150 % × 75 Ah – tyle chcemy do baterii wprowadzić ładunku, czyli 150% pojemności nominalnej. Odejmujemy (45 Ah+18 Ah) – ponieważ tyle Ah zostało wprowadzone już do baterii w fazie pierwszej i drugiej. Wynik dzielimy przez 2 A, ponieważ takim prądem odsiarczającym wykonujemy fazę trzecią.
Wariant charakterystyki tylko do odsiarczenia baterii
Pierwsza faza – ładowanie stałym prądem 1 A – przełączenie kryterium czasowym. Wyliczenie czasu: (130 % × 75 Ah)/1 A= 97,5 godz. (około 4 dni). Wyjaśnienie formuły: 130 % × 75 Ah – tyle chcemy wprowadzić do baterii ładunku, czyli 130 % pojemności nominalnej. Wynik dzielimy przez 1 A, ponieważ takim prądem odsiarczającym wykonujemy tę fazę.
Praktyczny przykład odsiarczania wycofanej z obiektu baterii z powodu utraty jej pojemności
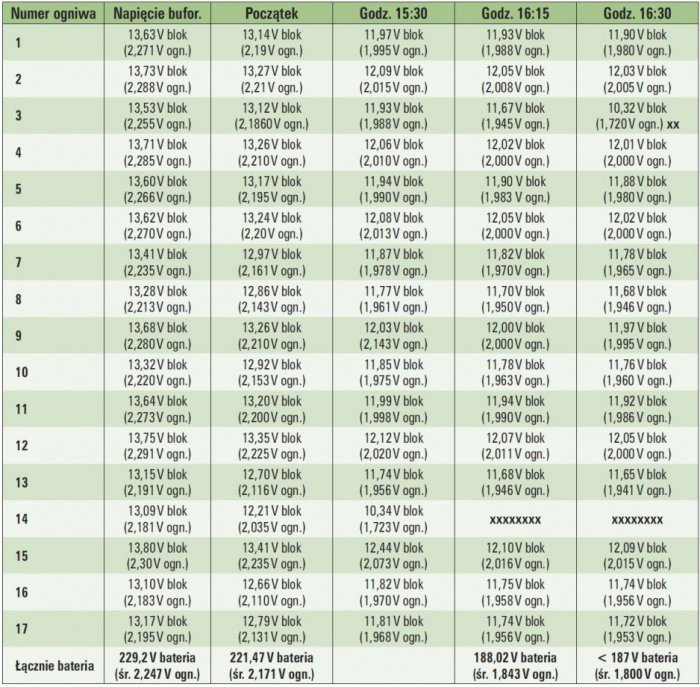
W celu potwierdzenia skuteczności opisywanej strategii ładowania przeprowadzono odsiarczanie baterii złomowanej z obiektu PKP typu VRLA – AGM o pojemności 10-godzinnej 75 Ah i napięciu nominalnym 220 V DC. Bateria składała się z 17 bloków, każdy o napięciu 12 V. Akumulatory zostały wycofane z eksploatacji pięć lat temu z powodu utraty pojemności dyspozycyjnej (stwierdzono wtedy zaledwie około 50% pojemności znamionowej). Z tego powodu podjęto decyzję o zastąpieniu baterii nową. Po wycofaniu z eksploatacji przez kolejne lata używano tę baterię jako rezerwową. Faktycznie akumulatory stały w magazynie i tylko sporadycznie były ładowane. Z tego powodu zasiarczenie baterii było bardzo wysokie. Na wstępie bateria została naładowana charakterystyką IU i pozostawiona na ładowaniu buforowym. Po tygodniu przeprowadzono pomiar pojemności przez rozładowanie prądem 10-godzinnym (7,5 A). Pierwszy blok został wyłączony z pomiaru po 15 minutach, gdyż osiągnął napięcie końcowe rozładowania poniżej 10 V, czyli 1,66 V na ogniowo 2 V. Kolejny blok został wyłączony po godzinie. Jednocześnie bateria uzyskała napięcie końcowe 187 V DC, to jest 15% poniżej napięcia nominalnego. Z powyższego wynika, że pojemność dyspozycyjną baterii można ocenić na zaledwie 10% pojemności dyspozycyjnej. Wyniki z tego wstępnego pomiaru zostały przedstawione w tabeli 1.
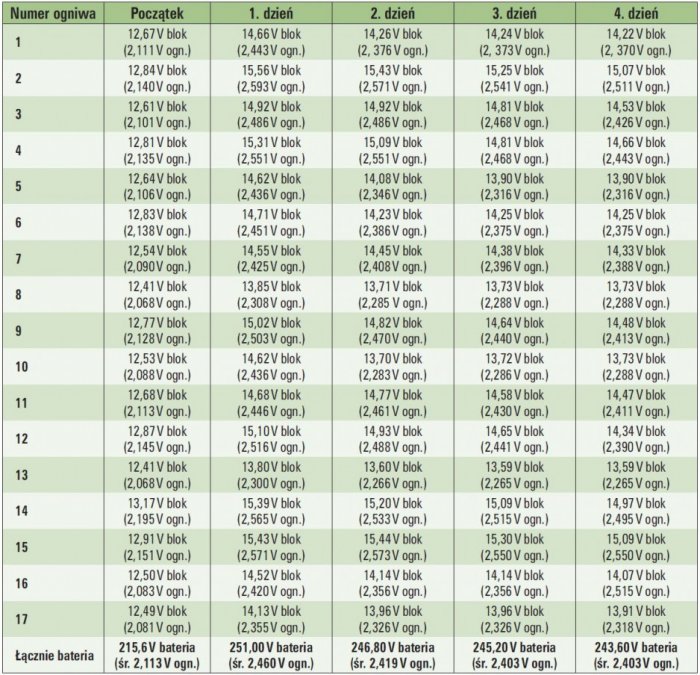
Z wyników zmieszczonych w tabeli 1. możemy wyciągnąć następujące wnioski: ogniwo nr 14 jest bardzo zasiarczone i zapewne ma trwałe uszkodzenie. Pojemność dyspozycyjna wynosi zaledwie 10% znamionowej. Ponadto bateria wykazywała duży rozrzut napięć podczas pracy buforowej. Przy średnim napięciu buforowania 2,25 V na ogniwo 2 V, blok nr 14 (jest to blok zniszczony) miał bufor 2,18 V na ogniwo 2 V, natomiast pozostałe ogniwa miały rozrzut od napięcia minimalnego 2,18 V na ogniwo 2 V (nr 16, 17) do 2,30 V na ogniwo 2 V (nr 12, 15). Procentowy rozrzut był od -4% do +2%, liczony od wartości średniej. Następnie przez 4 dni bateria była formowana ładowaniem odsiarczającym, zgodnie z wcześniej opisaną charakterystyką – czyli ładowanie stałym prądem 1 A. Podczas ładowania bateria osiągnęła napięcia przedstawione w tabeli 2. Można zauważyć, że na koniec pierwszego dnia ładowania średnie napięcie na ogniwo 2 V liczone dla całej baterii wzrosło do 2,460 V, a potem zaczęło nieznacznie spadać. W ostatnim dniu ładowania napięcie końcowe ładowania osiągnęło średnią wartość 2,403 V na ogniwo.
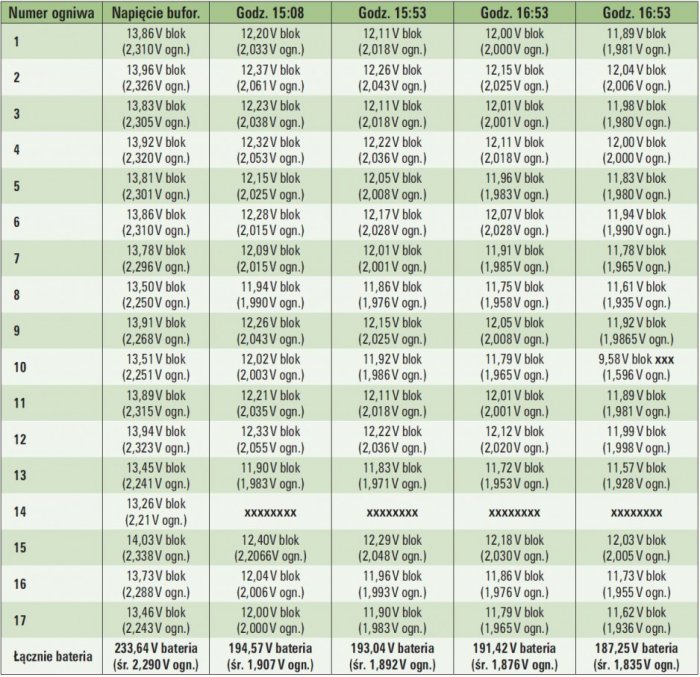
Po ładowaniu regeneracyjnym baterię pozostawiono przez tydzień na ładowaniu buforowym, a następnie przeprowadzono ponownie rozładowanie kontrolne. Wyniki z tego rozładowania zestawiono w tabeli 3. Jaki był efekt tego działania? Odsiarczanie nie zmieniło pojemności ogniwa nr 14, które było kompletnie zniszczone i także po 15 minutach było już rozładowane. Wszystkie pozostałe ogniwa zwiększyły swoją pojemność 3 razy. Pojemność baterii wzrosła do 30% pojemności znamionowej. Ponadto bateria wykazywała mniejszy rozrzut napięć podczas pracy buforowej. Przy średnim napięciu buforowania 2,29 V na ogniwo 2 V, blok nr 14 (tj. zniszczony) miał bufor 2,21 V na ogniwo 2 V, natomiast pozostałe ogniwa miały rozrzut od napięcia minimalnego 2,24 V na ogniwo 2 V (nr 17) do 2,32 - 2,33 V na ogniwo 2 V (nr 12, 15). Procentowy rozrzut był więc mniejszy, to jest od -2% do +1% liczony od wartości średniej. Z badania możemy wyciągnąć jeszcze jeden wniosek. Przy analizie nie powinniśmy brać pod uwagę bloku nr 14, ponieważ jest to totalnie zniszczony mechanicznie akumulator i żadna regeneracja nie zmieni jego parametrów. Bez tego bloku widzimy w badaniu początkowym pojemności (zgodnie z tabelą 1.) najszybciej napięcie obniżył blok nr 3. Po regeneracji (zgodnie z tabelą 3.), że najszybciej napięcie obniżył blok nr 10. Wniosek jest prosty. Regeneracja dla bloku 10 nie przebiegła należycie. Dlaczego? Odpowiedź na to pytanie znajdziemy w tabeli 2., czyli w rozkładzie napięć na blokach podczas regeneracji.
Kiedy na pozostałych blokach średnie napięcia na ogniwa 2 V utrzymywały się na poziomie 2,4 V, to dla bloku 10 takie napięcie było znacznie niższe – osiągało zaledwie wartość 2,28 V. Stwierdzono, że współczynnik rozpuszczalności kryształów jest większy dla dużej gęstości jonów – inaczej mówiąc dla akumulatorów formowanych prądowo w napięciu ok. 2,4 V na ogniwo 2 V regeneracja przebiegła prawidłowo. Dla bloku 10 napięcie i w związku z tym gęstość była zaniżona i z tego powodu regeneracja nie przebiegła tak dobrze jak dla pozostałych bloków. To także świadczy o tym, że taka regeneracja wykonana tylko przy napięciu buforowym lub nieznacznie wyższym od niego nie przyniesie zamierzonego efektu.
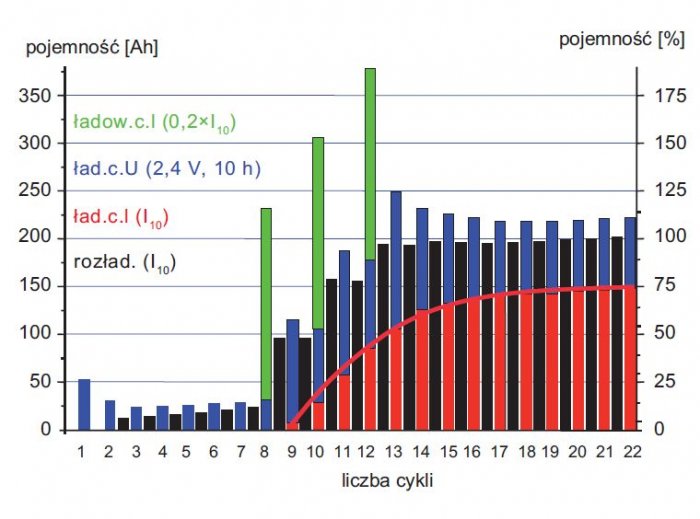
Przykład praktyczny odsiarczania baterii przeprowadzony w Niemczech [4]
W artykule [4] prof. Sauer przedstawił przykład totalnie zniszczonej oraz zasiarczonej baterii VRLA żelowej, której pojemność początkowa była na poziomie 5 % pojemności znamionowej. Ładowanie baterii „klasyczną” charakterystyką U lub IU nie dało żadnego efektu. Są to cykle 1 - 7 i po każdym z tych cykli zrobiono test pojemności. Pojemność utrzymywała się na poziomie 7 - 10 %, czyli praktycznie nie zmieniła się. W cyklu 8. przeprowadzono ładowanie charakterystyką UI (stałym napięciem 2,4 V ogniwo, stałym prądem 20 % I10, napięcie było uwolnione). Po tym zabiegu pojemność wzrosła do 50 %. Dalsze cykle 8, 9 rozładowania i ładowania „klasyczną” charakterystyką potwierdzają, że pojemność się utrzymuje. W cyklu 10. przeprowadzono ładowanie charakterystyką I UI (stałym prądem 10-godzinnym I10, stałym napięciem 2,4 V ogniwo, stałym prądem 20 % I10, bez ograniczenia napięcia). Po tym ładowaniu pojemność wzrosła do 70 % pojemności znamionowej. Cykle 10, 11 potwierdzają utrzymywanie się tej pojemności. W cyklu 12. przeprowadzono ładowanie charakterystyką I UI (stałym prądem 10-godzinnym I10, stałym napięciem 2,4 V ogniwo, stałym prądem 20 % I10, bez ograniczania napięcia). Po tym ładowaniu pojemność wzrosła do 80 - 90 % pojemności znamionowej. Cykle 13 - 22 potwierdzają utrzymywanie się tej pojemności.
Podsumowanie
Sposób eksploatacji baterii akumulatorów kwasowo-ołowiowych, szczególnie w przypadku nowych, delikatnych i niestety podatnych na zniszczenie technologii akumulatorów, oraz szybkie reagowanie na ich utratę pojemności mają decydujący wpływ na żywotność obiektową urządzeń. Jest to szczególnie ważne dla akumulatorów żel i AGM, z rekombinacją gazów, z zaworami (VRLA), z elektrolitem więzionym. Jak opisano w artykule [1], akumulatory te mają tendencję do przedwczesnej utraty pojemności (efekt PCL) i koniecznie efekt ten należy eliminować od razu na początku. Jeżeli czynności wykonamy zasilaczami w trybie automatycznym, to oszczędności dla użytkownika będą bardzo wymierne. Baterie akumulatorów będą żyły znacznie dłużej, a nakłady eksploatacyjne nie będą wiele większe. Tu należy podkreślić zastosowanie metody regeneracji, którą można przeprowadzić automatycznie tylko przy zastosowaniu odpowiedniego prostownika. Rozpuszczenie dużych kryształów siarczanów jest skuteczne tylko wtedy, jeżeli wykonujemy ładowanie stałoprądowe, małym prądem, ale przy wysokim napięciu (znacznie przekraczającym buforowe). Prąd powinien być ograniczony do wartości 10 - 20% prądu 10-godzinnego akumulatora bez ograniczania napięcia ładowania.
Literatura
- J. Świątek, Przedwczesna utrata żywotności akumulatorów VRLA, metody diagnostyki ich uszkodzeń, „Automatyka Elektroenergetyczna” nr 1/2004.
- F.E. Kretzschmar, Akumulatory kwasowo-ołowiowe – własności użytkowe i niedomagania, PWT 1954.
- D. Berendt, Maintenance-Free Batteries, 2ed edition, Research Studies Press Ldt., 1997.
- D.U. Sauer, Charging strategies and maintenance for stationary lead-acid batteries, IX Międzynarodowa Konferencja Kozienice 2006.
- forum: http://www.elektroda.pl/
- EUROBAT – zbiór pojęć podstawowych dla ogniw i baterii ołowiowo-kwasowych, COSiW SEP, Warszawa 2002.